

Technology Type
Technology Type
Insights
Solutions
- Type
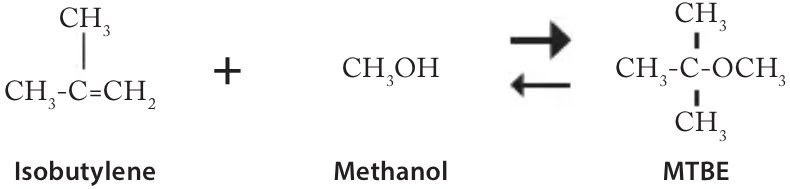
- Etherification of Isoolefins
- Process
- Etherification
-

- #TT44
Description

Your insights will be shown here

Image

MTBE Production Facility via the Reactive Distillation Method https://www.slideshare.net/slideshow/production-of-methyl-tertiary-butyl-ether-mtbe/70278345
| Technology | Owner | Entity |
|---|---|---|

|
Axens SA | |
| Technology | Technology Entity | |

|
Lummus | |

|
SAIPEM |
Content provided by
| Transaction | Name | Date |
|---|---|---|
| Modified by |
|
7/16/2025 10:26 AM |
| Added | 2/8/2022 11:37 AM |












