Historical Development and Technology Evolution
Origins: Mobil's Discovery of Selective Toluene Disproportionation
The selective toluene disproportionation (STDP) technology originated from Mobil Corporation's pioneering research in zeolite catalysis during the 1980s. Building on the discovery of ZSM-5 zeolite in 1972, researchers at Mobil recognized that the unique pore structure of ZSM-5 could be exploited to preferentially produce para-xylene, the most valuable xylene isomer, over the thermodynamic equilibrium distribution.
The fundamental challenge addressed by Mobil was overcome through a novel insight: while ZSM-5's channel dimensions favor para-xylene diffusion over meta- and ortho-xylene, the external crystal surface contains non-selective acid sites that allow isomerization back to equilibrium. Mobil's solution was to selectively deactivate these external surface sites, a process termed selectivation, which could be accomplished through controlled coke deposition in-situ during the reaction.
First Generation: MSTDP (1991)
Mobil commercialized the Mobil Selective Toluene Disproportionation Process (MSTDP) in 1991. MSTDP represented the first successful commercial selective toluene disproportionation technology, achieving para-xylene selectivity of 80-90% in the xylene product, dramatically exceeding the thermodynamic equilibrium value of ~24%.
 |
| Equilibrium Xylenes Technology: % PX/X ≈ 24% |
The MSTDP process operated with in-situ coke selectivation, where organic coke deposits formed during the reaction accumulated on the external catalyst surface, progressively narrowing the pore mouths and enhancing shape selectivity. This required careful management of operating conditions to balance catalyst activity loss due to coking against the increased selectivity benefit.
Eight MSTDP units were successfully commissioned and demonstrated cumulative operating experience exceeding 43 years by the mid-2000s. The technology established the commercial viability of selective toluene disproportionation and proved invaluable for facilities requiring maximum para-xylene production without investment in separate xylene isomerization infrastructure.
However, MSTDP's in-situ selectivation approach had significant operational limitations:
- Short Cycle Lengths: First cycle lengths were typically less than 2 years, requiring frequent catalyst regeneration
- Complex Operation: The in-situ selectivation procedure required deliberate manipulation of operating conditions, resulting in lost production time
- High Metallurgy Costs: Extended high-temperature operation during selectivation required expensive alloy construction materials
- Limited Retrofit Capability: Stringent metallurgy requirements made retrofitting into existing equipment difficult
- Regeneration Challenges: Catalyst reactivation required careful thermal treatment to remove coke while preserving the selectivated pore structure
Second Generation: PxMax with MTPX Catalyst (1996-1997)
Mobil (and subsequently ExxonMobil following the 1999 merger) achieved a major technological breakthrough by developing an ex-situ selectivation technique applied during catalyst manufacture. This innovation led to the PxMax process using the MTPX catalyst, which was first commercialized in 1996 and 1997 at two facilities: Chalmette Refining's Louisiana refinery and Mobil Chemical's Beaumont petrochemical plant.
The MTPX catalyst represents a fundamental advance: instead of accumulating selectivating coke in-situ during operation, the catalyst receives a proprietary pretreatment during manufacturing that permanently deposits selectivating species on the external crystal surface. This ex-situ approach provided revolutionary advantages:
- Extended Cycle Lengths: First cycles of 7-10+ years eliminated frequent regeneration requirements
- Simplified Operation: No in-situ selectivation procedure eliminates lost production time and operational complexity
- Lower Capital Costs: Permanent selectivation eliminated the need for high-temperature metallurgy, reducing equipment costs on grassroots units and enabling retrofit into conventional hydroprocessing vessels
- Broad Retrofit Capability: Lower temperature operation allows integration into spare or idle conventional hydroprocessing units
- Post-Regeneration Stability: Selectivation is re-established following catalyst regeneration without additional thermal treatment
The MTPX catalyst achieved 90-95% para-xylene selectivity, representing a significant improvement over MSTDP's 80-90% range.
Third Generation: PxMax with EM-2300 Catalyst (2000s+)
Building on the success of the MTPX catalyst formulation, ExxonMobil developed an advanced ex-situ selectivated catalyst designated EM-2300, which forms the core of the current PxMax℠ process offering. The EM-2300 catalyst represents industry-leading performance through continuous refinement of:
- Selectivation Chemistry: Enhanced ex-situ pretreatment methodology increasing selectivating agent effectiveness
- Catalyst Support: Optimized ZSM-5 framework properties for maximum para-xylene preferential diffusion
- Acid Site Distribution: Refined Si/Al ratios and dealumination patterns for superior selectivity-activity balance
The EM-2300 catalyst delivers ultra-high para-xylene selectivity exceeding 96% at start-of-cycle (SOC), with selectivity further increasing as the catalyst cycle progresses. Cycle lengths routinely exceed 15 years, claimed to be the most durable and selective STDP technology commercially available.
 |
| PxMax Selective Technology: % PX/X >96% |
Process Chemistry and Catalyst Selectivity Mechanisms
Toluene Disproportionation Reaction
The selective toluene disproportionation reaction follows the same stoichiometry as non-selective processes:
2 C6H5CH3 ⇌ C6H6 + C6H4(CH3)2
Toluene molecules contact ZSM-5 acid sites and undergo bimolecular transalkylation, producing benzene and xylene isomers in a 2:1:1 molar ratio. However, the critical difference in PxMax is that the catalyst architecture and ex-situ selectivation promote preferential formation and diffusion of para-xylene while discriminating against meta- and ortho-xylene formation and escape.
Shape Selectivity and Diffusion Control
ZSM-5's MFI framework structure features intersecting 10-membered ring channels with pore diameters of approximately 0.51-0.57 nm. This pore size is comparable to the kinetic molecular diameters of xylene isomers:
- Para-xylene: 0.585 nm (smallest kinetic diameter)
- Meta-xylene: 0.682 nm (intermediate)
- Ortho-xylene: 0.770 nm (largest)
The size differences appear modest, but they dramatically affect molecular diffusion rates within the zeolite channel structure. Para-xylene, being the smallest, diffuses most rapidly through the channels and is least likely to undergo isomerization on external surface acid sites before escaping the crystal. Meta- and ortho-xylene, being larger, diffuse more slowly and have higher probability of encountering non-selective surface acid sites where they can isomerize to other isomers or dealkylate to toluene.
In non-selective processes like MTDP-3, this diffusion-based selectivity is insufficient to overcome isomerization on the external surface, resulting in thermodynamic equilibrium distribution (~24% para-xylene). Selective processes exploit this by systematically eliminating or reducing external surface acid sites.
Selectivation Mechanism: In-Situ (MSTDP) vs. Ex-Situ (PxMax)
The selectivation process works by depositing an organic material (coke in traditional processes) or inorganic compounds (in ex-situ processes) on the crystal external surface, thereby:
- Narrowing Pore Openings: The selectivating layer reduces the effective pore opening diameter, increasing diffusion resistance for larger isomers
- Blocking External Acid Sites: Deposited selectivating species cover external Brønsted acid sites, preventing isomerization reactions outside the crystal interior
- Increasing Diffusion Discrimination: Enhanced diffusion barriers preferentially exclude larger meta- and ortho-xylene molecules while allowing smaller para-xylene access
In-Situ Coke Selectivation (MSTDP):
In MSTDP, selectivating coke forms through thermal and catalytic reactions during normal TDP operation at elevated temperature:
- Aromatic coke deposits accumulate on the external crystal surface
- Selectivation intensity increases with coke content
- Process involves trade-off between selectivity gain (desirable) and activity loss from pore blockage (undesirable)
- Selectivation is reversible through catalyst regeneration
- After regeneration, selectivation must be re-established through cyclic decoking and reactivation
Ex-Situ Selectivation (PxMax):
ExxonMobil's proprietary ex-situ selectivation technology, used in both MTPX and EM-2300 catalysts, applies the selectivating agent during catalyst manufacturing through controlled pretreatment:
- Permanent Deposition: The selectivating species (composition proprietary to ExxonMobil) is permanently bonded to the external crystal surface during manufacture
- Reproducible Selectivation: Every catalyst batch exhibits identical selectivation characteristics, ensuring consistent product composition
- Post-Regeneration Stability: Following catalyst burn-off during regeneration, selectivation remains intact or is re-established through the ex-situ chemistry
- No Operational Selectivation: The process does not require any special selectivation procedure during operation, enabling simple fixed-bed operation
- Lower Operating Temperature: Eliminates need for high-temperature selectivation conditions, enabling lower reaction temperatures and longer cycle lengths
Detailed Process Description: PxMax
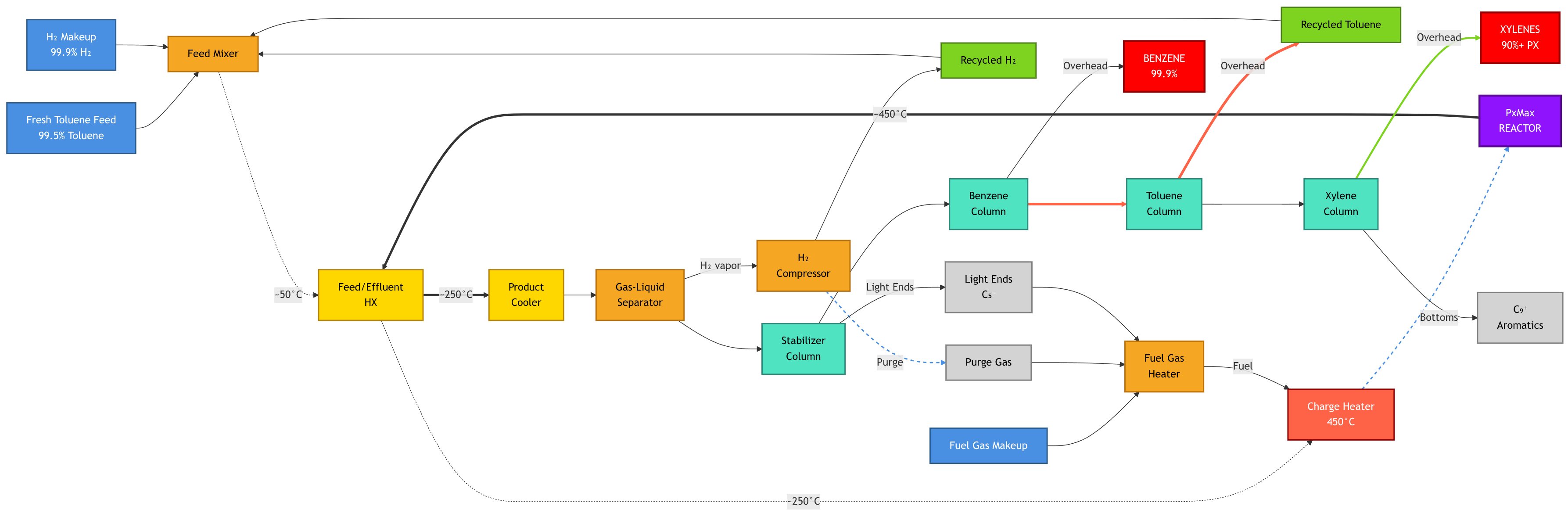
PxMax block flow diagram generated in Mermaid chart format | Code in Appendix
Section 1: Feed Preparation and Preheating
Fresh toluene feed (>99% purity) is combined with recycled unconverted toluene from the toluene recovery column and recycled hydrogen-rich gas from the product separator. Makeup hydrogen is added to maintain the desired hydrogen-to-aromatics molar ratio, which is lower than conventional STDP processes due to the stability of the ex-situ selectivated catalyst.
The combined feed stream exchanges heat with hot reactor effluent in the feed-effluent heat exchanger, providing energy-efficient thermal integration. The preheated feed then passes through a furnace charge heater, raising the temperature to the reactor inlet set point. Significantly, PxMax operates at lower temperatures than traditional STDP processes, a key advantage enabling extended catalyst cycles.
Section 2: Fixed-Bed Catalytic Reactor with Ex-Situ Selectivated Catalyst
The PxMax reactor is a fixed-bed configuration, typically multi-tube design, charged with EM-2300 catalyst containing the ex-situ selectivated ZSM-5. Operating conditions are optimized for maximum selectivity and cycle length:
- Temperature: Lower than conventional STDP (exact values proprietary; reduces side reactions and coking)
- Pressure: Typically 2-3 MPa (20-30 bar), lower than traditional STDP
- Hydrogen/Aromatics Molar Ratio: Lower than conventional STDP
- WHSV: High weight hourly space velocity maximizes throughput
- Toluene Conversion per Pass: 10-25 wt% depending on design specifications
Toluene contacts the ex-situ selectivated EM-2300 catalyst and undergoes disproportionation preferentially producing para-xylene. The critical operational advantage is the absence of any in-situ selectivation requirement - the reactor simply operates as a conventional fixed-bed reactor without special procedures or lost production time for selectivation steps.
The highly exothermic disproportionation reaction is managed through the multi-tube design with external cooling or boiling water cooling on the shell side. Temperature uniformity ensures optimal selectivity distribution throughout the catalyst bed.
Section 3: Product Cooling and Gas-Liquid Separation
Reactor effluent exits at elevated temperature and pressure, exchanging thermal energy with incoming feed in the heat exchanger. The cooled effluent passes through an additional product cooler to achieve vapor-liquid equilibrium conditions suitable for the separator drum.
The high-pressure gas-liquid separator splits hydrogen-rich vapor (recycled after purging small slip-stream) from the liquid aromatic products. The hydrogen recycle loop returns gas to the reactor feed preparation section.
Section 4: Product Fractionation and Recovery
The liquid aromatic stream undergoes multi-stage distillation to recover pure products:
- Stabilizer Column: Removes light ends (C₅⁻ hydrocarbons) and dissolved gases
- Benzene Column: Recovers >99.9 wt% pure benzene exceeding commercial specifications
- Toluene Column: Separates unconverted toluene for recycle to reactor feed
- Xylene Column: Produces paraxylene-enriched mixed xylenes containing >90 wt% para-xylene, with meta- and ortho-xylene as co-products
The C₉⁺ aromatics (trimethylbenzenes) are recovered as a byproduct stream.
Technology Performance and Commercial Advantages
Selectivity and Product Yields
PxMax with EM-2300 catalyst delivers the following performance metrics:
- Ultra-High Paraxylene Selectivity: >96 wt% para-xylene at start-of-cycle, with selectivity increasing throughout the cycle
- Superior Total Xylenes Yield: Higher yields compared to in-situ selectivated processes due to lower side reaction rates
- Excellent Xylenes/Benzene Ratio: Superior molar ratio of xylenes to benzene product
- High Benzene Purity: >99.9 wt% benzene product meeting or exceeding commercial specifications
- Paraxylene-Enriched Feed to Recovery: >90 wt% para-xylene in C₈ aromatic product enables cost-effective two-stage crystallization separation
Catalyst Performance and Stability
The EM-2300 catalyst exhibits exceptional durability compared to precursor technologies:
- Extended First Cycle Length: Typically exceeds 15 years of continuous operation
- Stable Product Composition: Para-xylene selectivity actually increases as the cycle progresses, maintaining high product purity throughout
- Regenerability: The catalyst can be regenerated through controlled coke burn-off, restoring activity while maintaining the ex-situ selectivation chemistry
- Long Operational Life: Multiple regeneration cycles are achievable, with consistent selectivity after each regeneration
Technical Differentiation vs. Precursor Technologies
| Aspect |
MSTDP
(In-Situ) |
PxMax EM-2300 (Ex-Situ) |
Improvement |
PX
Selectivity |
80-90% |
>96% SOC |
+15-20 percentage points |
Cycle
Length |
<2 years |
>15 years |
8-10x longer |
| In-Situ Selectivation |
Required |
Eliminated |
Simpler operation |
| Temperature |
Higher |
Lower |
Reduced coking tendency |
Metallurgy
ost |
Expensive alloys required |
Standard alloys |
15-30% capital reduction |
| Retrofit Capability |
Limited |
Excellent |
Broader retrofit options |
| Post-Regeneration |
Requires re-selectivation |
Permanent selectivation |
Faster startup after burn-off |
Critical Economic Advantage of PxMax Architecture:
The ultra-high paraxylene purity (>90 wt%) from PxMax enables use of two-stage crystallization technology for para-xylene recovery instead of more expensive adsorption-based separation. This dramatically reduces downstream capital and operating costs compared to processes producing lower para-xylene content xylene streams.
Operational Simplicity and Cost Advantages
Compared to traditional STDP processes requiring in-situ coke selectivation, PxMax offers substantial advantages:
- No In-Situ Selectivation Required: Simplified operation with no lost production time for selectivation procedures
- Lower Metallurgy Investment: Reduced need for exotic alloys due to lower operating temperatures, reducing capital costs by 15-30% depending on unit size
- Easier Retrofit Capability: Lower temperature operation enables retrofitting into conventional fixed-bed hydroprocessing vessels, providing capacity increases without new reactor construction
- Very Low Hydrogen Consumption: Minimizes utilities cost and hydrogen makeup requirements
- High WHSV Operation: High space velocity enables compact reactor design and high throughput per unit catalyst volume
Energy Efficiency
PxMax incorporates multiple energy efficiency features:
- Lower Reaction Temperature: Reduces fired heater duty and energy consumption compared to traditional STDP
- Reduced Hydrogen Requirements: Very low H₂ consumption minimizes hydrogen plant operation and cost
- Heat Integration: Feed-effluent heat exchange recovers thermal energy from hot reactor effluent
- Compact Reactor: High WHSV enables smaller reactor diameter and reduced sensible heat losses
Commercial Experience and Installations
Licensed Plants and Operating Units
PxMax has been deployed in multiple facilities since its introduction in 1996-1997:
- First Two Units: Successfully started up at Chalmette Refining (Louisiana, 1996) and Mobil Chemical Beaumont (Texas, 1997)
- Taiwan Installation: 25,000 tpy capacity unit operated by Taiwan Prosperity Chemical Corp. since 1995
- Mitsubishi Chemical (Japan): 70,000-100,000 tpy capacity unit started in 1998 and revamped to 100,000 tpy in 2000
- Industry References: 10+ PxMax commercial units in operation or licensed by the mid-2000s
Commercial Flexibility and Application Scenarios
PxMax serves multiple market applications:
- Toluene Upgrading: Converting surplus toluene from reforming or pyrolysis into premium para-xylene without complex integrated systems
- Selective Debottlenecking: Increasing para-xylene production from existing TDP facilities through equipment retrofit
- Grassroots Aromatics Complexes: Integration with isomerization and transalkylation technologies
- Mixed Xylene Processing: Producing para-xylene-enriched xylenes from toluene feedstocks
Retrofit Applications
PxMax is particularly suited for retrofitting conventional fixed-bed hydroprocessing units:
- Existing reactor vessels can accommodate PxMax catalyst charge after cleaning
- Lower metallurgy requirements reduce material compatibility concerns
- Spare or idle conventional units can be repurposed for aromatics production
- S-Oil's successful PxMax retrofit at the Onsan refinery (2007) increased paraxylene production by approximately 8% without expanding paraxylene separation capacity
Technology Licensing and Support
ExxonMobil offers PxMax technology through ExxonMobil Catalysts and Licensing LLC (now part of ExxonMobil Chemical Technology Licensing LLC). ExxonMobil's strategic partnership with Axens provides additional deployment pathways, by licensing PxMax as core component of integrated aromatics complexes combining selective toluene disproportionation (PxMax), transalkylation (TransPlus℠), xylene isomerization (XyMax℠), and separation technologies.
References
A comprehensive reference list for this PxMax technology description is available here.




















