

Technology
Technology Models
Insights
Solutions
- Name
- ECUST OBM CWS
- Owner
-
/ East China University of Science and Technology - Brand
- ECUST OBM
- Process
- Industrial Gas Production
- Type
- Gasification (Syngas Generation)
- Available
-

- #TE340
Description
Your insights will be shown here

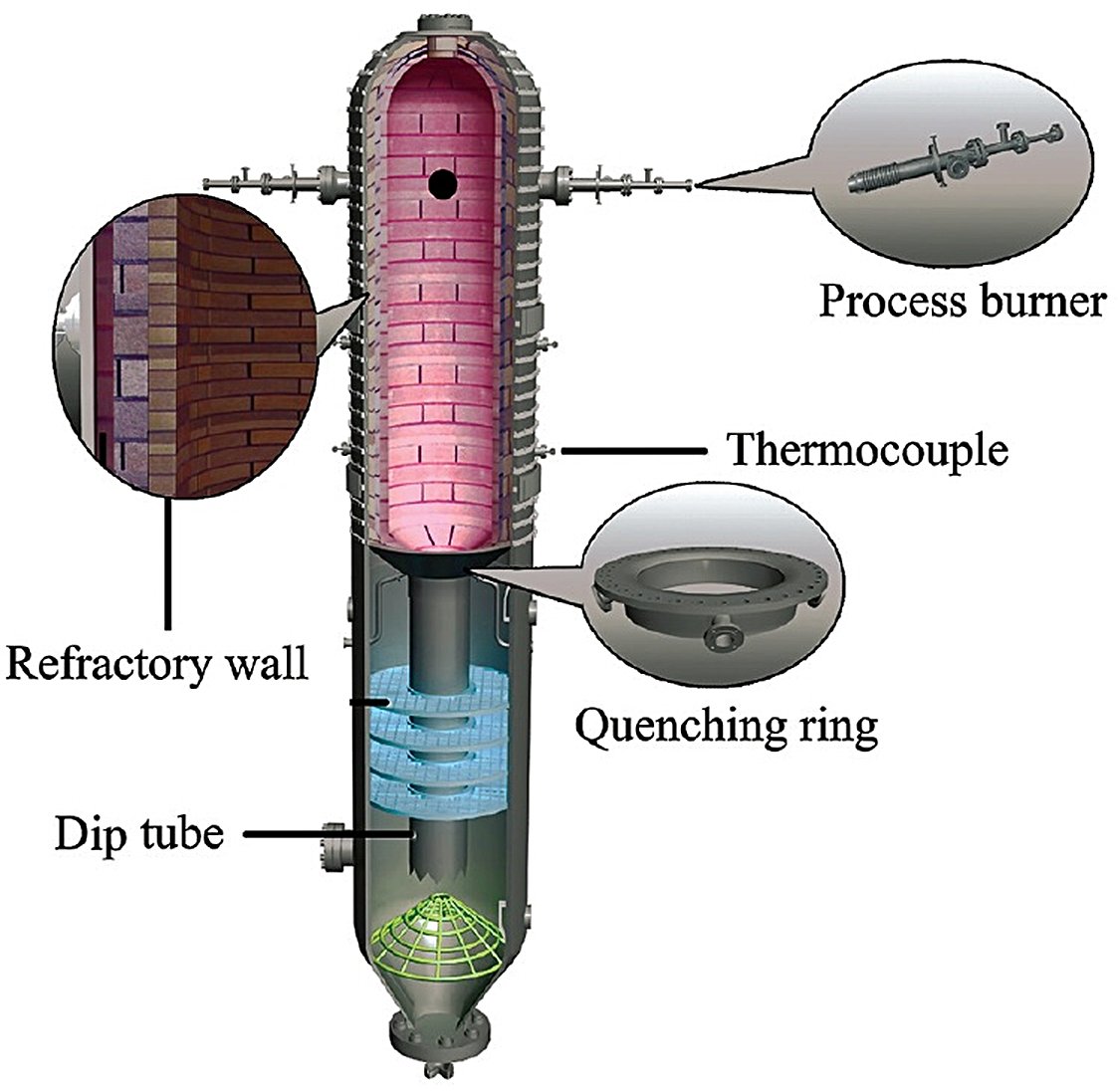
OMB Technology Schematics (from description references 1., 5. and 10.
OMB Technology Schematics (from description references 1., 5. and 10.

| Technology Unit |
|---|
| Boiler(s) |
| Coal Filter |
| Coal Mill |
| CWS Pump |
| Cyclone |
| Evaporative Tower |
| Gas Mixer |
| Gasifier |
| Hopper |
| Water Scrubber |
| Entity | Site (Country) | Asset (Plant) | |||
|---|---|---|---|---|---|

|

|
|
CWS Gasification | ||
|
|
|
|
CWS 1 | ||
|
|
|
|
CWS 2 | ||
|
|
|
|
CWS 3 |
Content provided by
| Transaction | Name | Date |
|---|---|---|
| Modified by |
|
7/16/2026 6:55 PM |
| Added by |
|
6/28/2025 7:08 PM |












