Solvent Deasphalting (SDA) is a refinery process that separates asphalt (asphaltenes) from heavy petroleum fractions, primarily vacuum residue, using light hydrocarbon solvents.
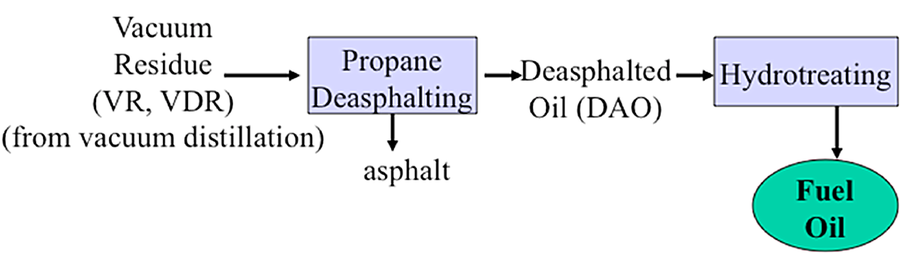
This selective extraction process is positioned after the vacuum distillation tower in a crude oil refinery or bitumen upgrader, serving as a critical upgrading technology that converts low-value residues into higher-value products (Fig. 1).
The SDA separates the asphalt from the feedstock because light hydrocarbons will dissolve aliphatic compounds but not asphaltenes. The output from the de-asphalter unit is de-asphalted oil ("DAO") and asphalt.
Solvent deasphalting represents a physical carbon rejection method—rather than chemical conversion—that upgrades low-value vacuum residue into commercially valuable products while concentrating undesirable components in the asphalt fraction. This makes SDA an economically attractive option for refineries processing heavy or opportunity crudes.
Figure 1 - How is deasphalted oil obtained in the oil refinery
Process Fundamentals
Feedstock characteristics
The quality of DAO is primarily a function of the vacuum residue properties, SDA solvent, and SDA operation. Heavier, more aromatic crudes tend to contain more sulphur, nitrogen, CCR, metals, and asphaltenes; consequently, DAO produced from these crudes will comparably contain more heteroatoms than lighter crudes. Paraffinic crude residues yield more DAO with better quality than naphthenic or aromatic residues. Feedstock API gravity, carbon residue, and metals content significantly impact process economics
Separation Principle
The SDA process exploits differences in solubility between hydrocarbon components under controlled temperature and pressure conditions. Light paraffinic solvents—typically propane, butane, or pentane—selectively dissolve paraffinic and naphthenic compounds while precipitating asphaltenes, which contain high concentrations of sulfur, nitrogen, metals (vanadium and nickel), and carbon residues. The process yields two primary products: deasphalted oil (DAO) and asphalt pitch.
Solvent effectiveness
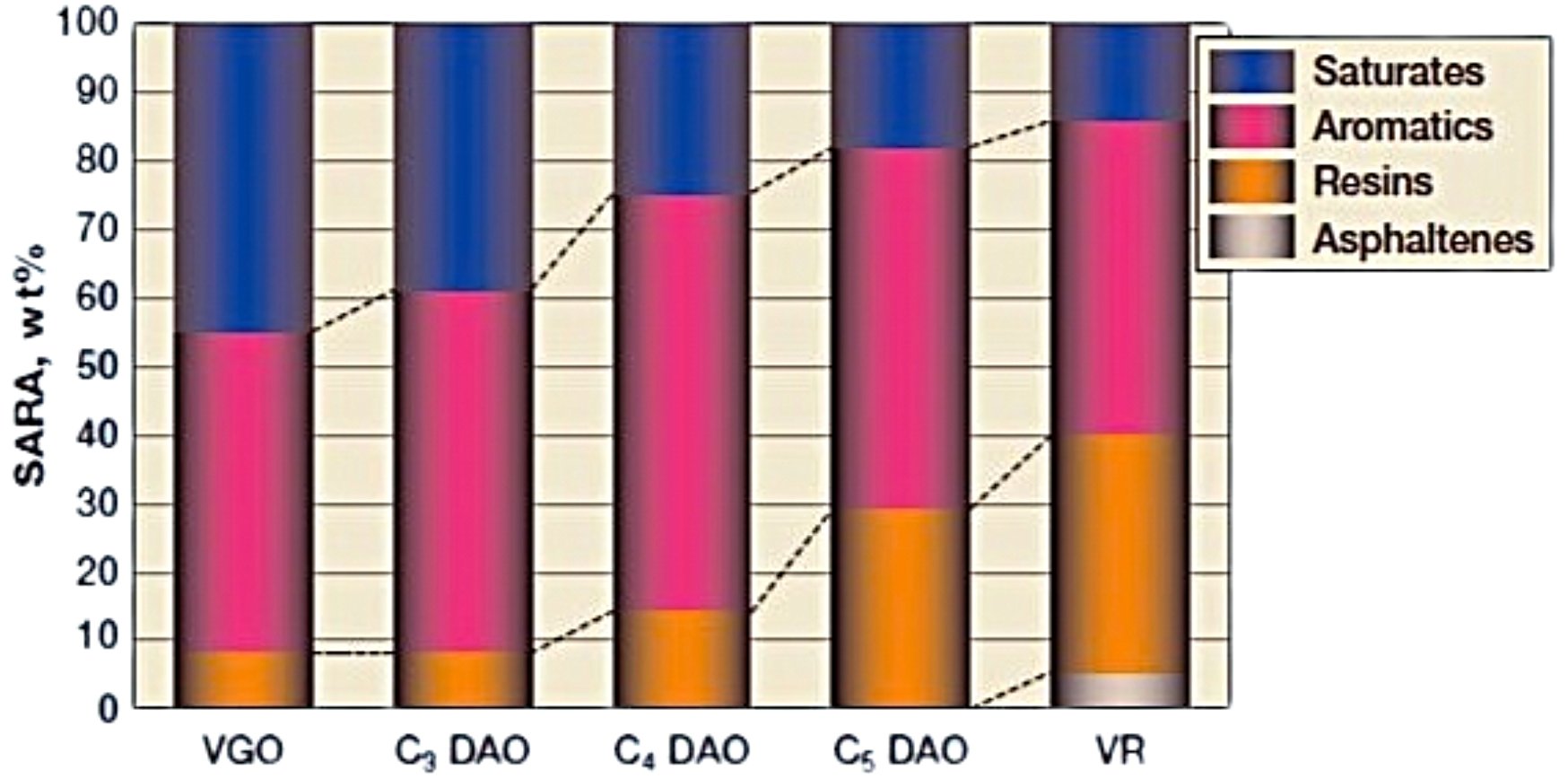
The choice of solvent fundamentally determines the trade-off between product quality and yield:
- Propane deasphalting (PDA) produces the highest-quality DAO with superior API gravity, lowest metals content, and minimal carbon residue, but yields typically range from 40-60% depending on feedstock quality.
- Butane deasphalting (BDA) provides intermediate selectivity with yields of 60-75%
- Pentane deasphalting can double or triple yields compared to propane, achieving 70-85% recovery from heavy feed, but at the expense of increased contamination by metals and carbon residues that can shorten the life of downstream cracking catalysts.
Figure 2 - SARA analysis for various SDA solvents | Source: Axens
Process Description and Equipment
The solvent deasphalting process consists of four main stages: feed preparation and mixing, asphaltene separation, product stripping and purification, and solvent recovery and recirculation. A typical SDA unit operates under controlled temperature and pressure conditions to maintain the solvent in liquid or supercritical state throughout the process.
Figure 3 - Simplified SDA Process Flow Diagram | Source: Valv Technologies
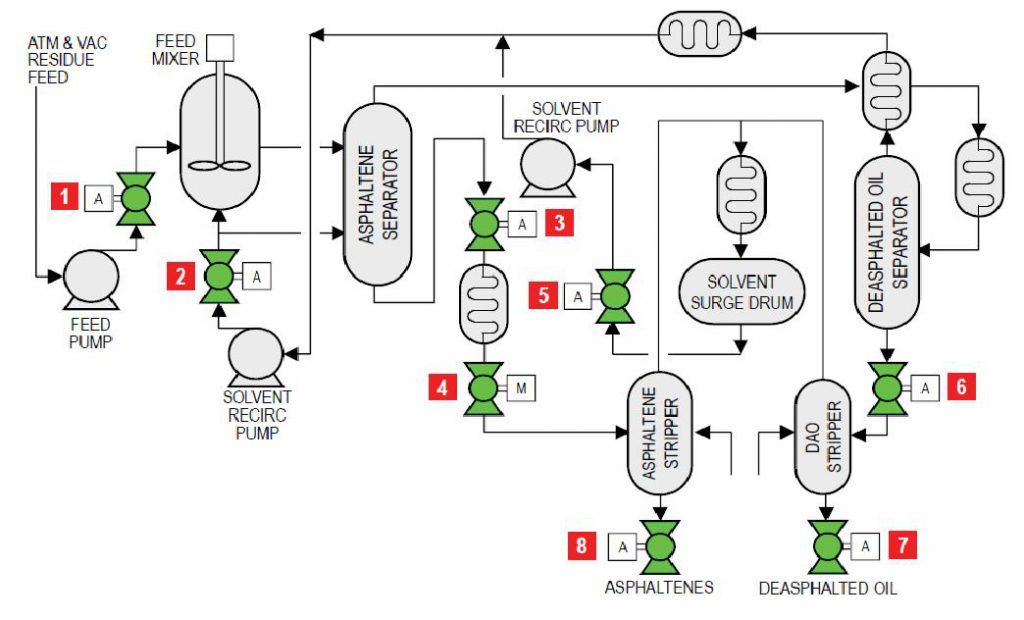
Feed Section and Mixing
Vacuum residue feedstock is pumped from storage and preheated to 200-500°F (93-260°C) before entering the feed mixer, where it contacts liquid solvent at a solvent-to-feed ratio of 4:1 to 8:1 by volume. Heavier, more aromatic residues require higher solvent ratios for effective asphaltene precipitation. The feed mixer combines the residue with recycled solvent under pressure of 400-900 psi (2.8-6.2 MPa) to ensure the solvent remains in liquid phase. Operating pressure is primarily determined by the solvent type—propane systems typically operate at approximately 580 psi (40 bar), while butane and pentane systems operate at lower pressures.
Asphaltene Separator
The mixed feedstock-solvent stream flows to the asphaltene separator (extraction tower), the heart of the SDA process where liquid-liquid extraction occurs. This vertical vessel operates at 200-500°F with carefully controlled temperature gradients that enhance separation efficiency. Inside the separator, asphaltenes flocculate and precipitate due to their insolubility in the paraffinic solvent, forming a dense bottom phase, while the lighter DAO-solvent solution rises to the top.
Modern extractors may employ counter-current flow arrangements to maximize mass transfer between phases. The upper section serves as a primary DAO/solid asphaltene separation zone with de-entrainment via temperature gradient, while lower sections provide washing stages to recover entrained oil from the asphaltene phase. Some advanced designs incorporate supercritical solvent extraction, operating above the solvent's critical point (approximately 300-400°F for propane-based systems) to enhance solvency power and reduce energy consumption.
The asphaltene-rich bottom stream, a highly viscous liquid containing 20-40% solids, exits through isolation valves for further processing. Temperature control at this point is critical—insufficient temperature or solvent ratio can cause asphaltene plugging in downstream equipment.?
Solvent Recovery Section
Both DAO and asphalt streams undergo multi-stage solvent recovery to maximize solvent recycle and minimize operating costs. This section represents a key economic driver, as solvent recovery consumes substantial energy.
- DAO Stripper: The overhead DAO-solvent mixture flows to the deasphalted oil separator, where pressure reduction and moderate heating cause initial solvent flashing. The stream then enters the DAO stripper tower operating at 200-500°F and 400-900 psi, where steam stripping removes residual solvent. The purified DAO exits the bottom at typically >99% purity with less than 1% residual solvent, while solvent vapors recover from the overhead.
- Asphaltene Stripper: The bottom asphalt stream flows to the asphaltene stripper through temperature-controlled piping to prevent solidification. Flash drums operating in series reduce pressure progressively, vaporizing the majority of solvent. The asphalt stream may be heated to 425°F (218°C) at reduced pressure to facilitate final solvent removal in the steam stripper. The stripped asphalt exits at 200-500°F as a heavy, viscous liquid or semi-solid material with minimal solvent content (<1%).
Solvent Recovery and Recirculation
Vaporized solvent from both strippers combines and flows through the solvent surge drum, which provides inventory control and surge capacity. The solvent recirculation pump maintains continuous circulation, compressing the vapor and condensing it through heat exchange with cooling water or air coolers. The condensed liquid solvent returns to the feed mixer to complete the closed-loop recycle system. Solvent recovery efficiency typically exceeds 99%, with losses minimized through vapor recovery systems. Make-up solvent compensates for small losses in the product streams and through fugitive emissions.
Process Control and Optimization
The SDA process is controlled by several key operating parameters:
- Solvent-to-feed ratio: Controls the amount of solvent mixed with the feedstock (typically 4:1 to 8:1 volumetric ratio). Higher ratios increase DAO yield and viscosity but also increase impurity content and solvent circulation costs
- Operating temperature: Affects the entire system; higher temperatures reduce DAO yield but improve quality by lowering viscosity, metals content, and carbon residue
- System pressure: Maintained constant throughout the unit to keep solvent in liquid phase; typically set during design phase based on solvent type (e.g., ~580 psi for propane systems)
References
- Wikipedia. De-asphalter
- Eser S. FSC 432: Petroleum Processing — Processing and Conversion of Vacuum Distillation Residue. PennState - College of Earth and Mineral Sciences
- Van Loc H. et al. (Uploaded Nov 21, 2019). Lubricant Base Oil Deasphalting Process. SCRIBD
- Frecon J. (Q3, 2017). What type of catalyst would you recommend for processing deasphalted oil in our hydrocracker? Axens
- Valv Technologies. De-asphalting application overview
- da Silva M.W. (Nov 22, 2020). Solvent Deasphalting as Residue Upgrading Strategy. Linkedin article
- Ahn S., et al. (Dec 1, 2014) Physical and rheological properties of deasphalted oil produced from a solvent deasphalting process. Chemical Engineering Journal, 257, 242-247. DOI: 10.1016/j.cej.2014.07.037
- Corscadden et al. United States patent US10280373B2: Separation of solid asphaltenes from heavy liquid hydrocarbons using novel apparatus and process (“IAS”) (Apr 20, 2018: Application filed). Assigned to SUNCOR ENERGY INC