Technology History and Purpose
Air separation technology has a rich history spanning over a century, with its origins closely tied to the development of cryogenic processes. The modern air separation industry began at the start of the 20th century when Carl von Linde successfully developed the first industrial air liquefaction process in 1895. Initially taking three days to complete liquefaction, Linde presented a 3-liter per hour air liquefier at the Paris World Fair in 1895, marking the birth of commercial air separation technology[1].
The technology was significantly advanced by George Claude in 1902, who improved the refrigeration cycle by adding an expansion engine, dramatically reducing cooling time and operating pressures while increasing throughput. Claude founded Air Liquide that same year. The breakthrough came in 1910 when Carl von Linde invented the double column process, which remains the foundation of modern cryogenic air separation by combining the condenser and reboiler into a single heat exchanger[1].
The primary purpose of air separation technology is to separate atmospheric air into its constituent gases - primarily nitrogen (78.1%), oxygen (20.9%), and argon (0.93%). Initially driven by the need for oxygen in oxy-acetylene welding applications, the technology found major expansion in the 1950s with the development of oxygen-blown steel furnaces (LD or BOP/BOS processes) that replaced air-blown Bessemer furnaces. Today, air separation serves diverse industries including metallurgy, chemicals, healthcare, electronics, and energy production[2].
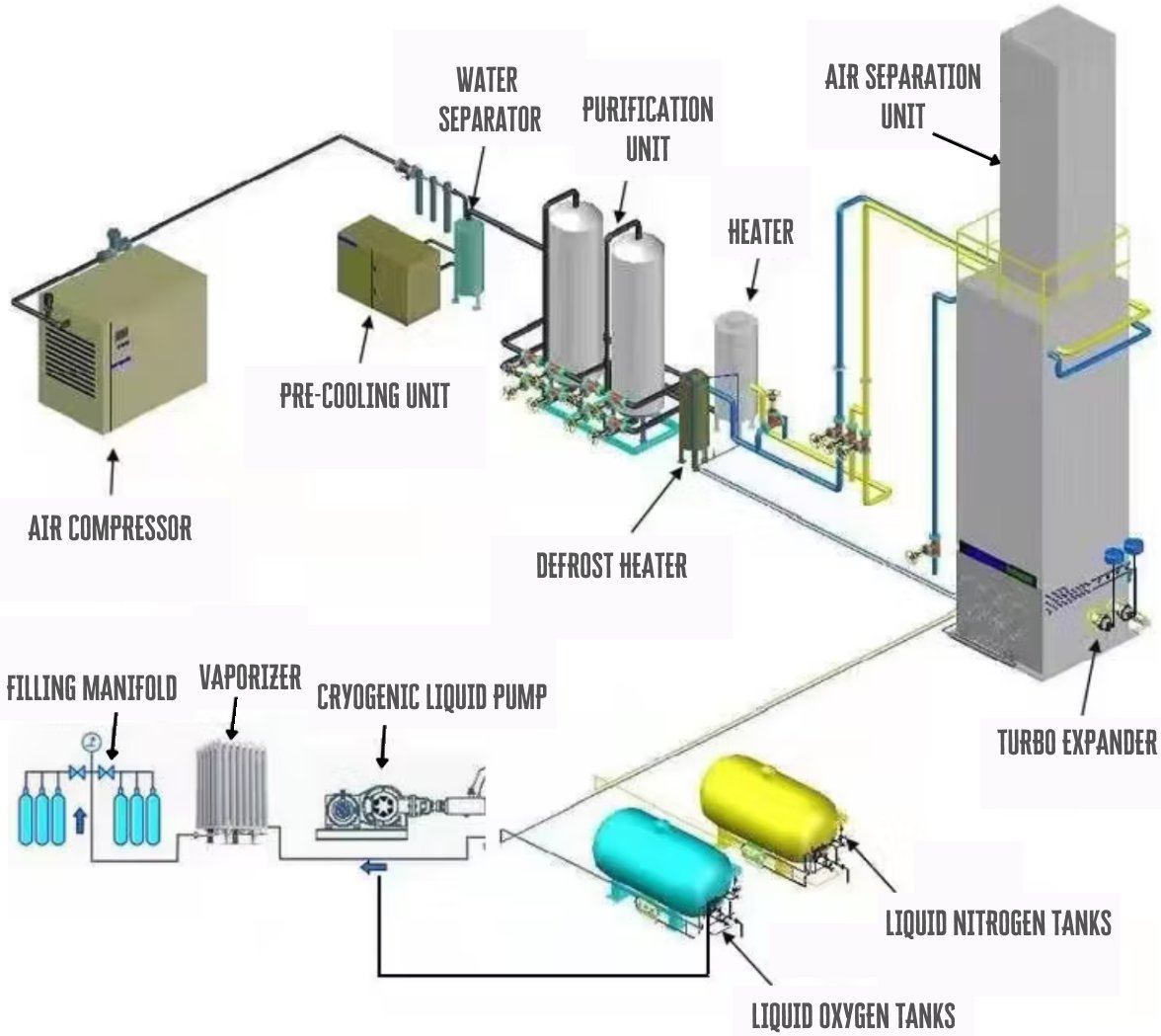
Figure 1 - Schematic Representation of a cryogenic Air Separation Unit[15]
Technology Summary
Air separation technology encompasses three primary methods for separating atmospheric air into its constituent gases:
Cryogenic Distillation
The most common and mature technology, cryogenic air separation uses fractional distillation at extremely low temperatures (typically below -150°C). This process can produce high-purity gases (>99.5% oxygen, >99.9% nitrogen) and is the only viable method for producing liquid products and argon. Cryogenic systems are most economical for large-scale production above 100-200 tons per day[2].
Non-Cryogenic Technologies
Pressure Swing Adsorption (PSA) and membrane separation operate at near-ambient temperatures and are cost-effective for smaller applications. PSA technology can produce oxygen at 90-95% purity and nitrogen at 95-99.5% purity. Membrane technology typically produces lower purity gases but offers simplicity and rapid startup capabilities[2].
Emerging Technologies
Advanced technologies under development include Ion Transport Membrane (ITM) oxygen technology by Air Products, which operates at high temperatures (800-900°C) and can co-produce electricity. Linde's Ceramic Autothermal Recovery (CAR) process and Praxair's Oxygen Transport Membranes (OTM) represent next-generation separation technologies with potential energy advantages[3].
Detailed Process Description
Cryogenic Air Separation Process
The cryogenic process consists of five fundamental operations integrated into a highly efficient system[4]:
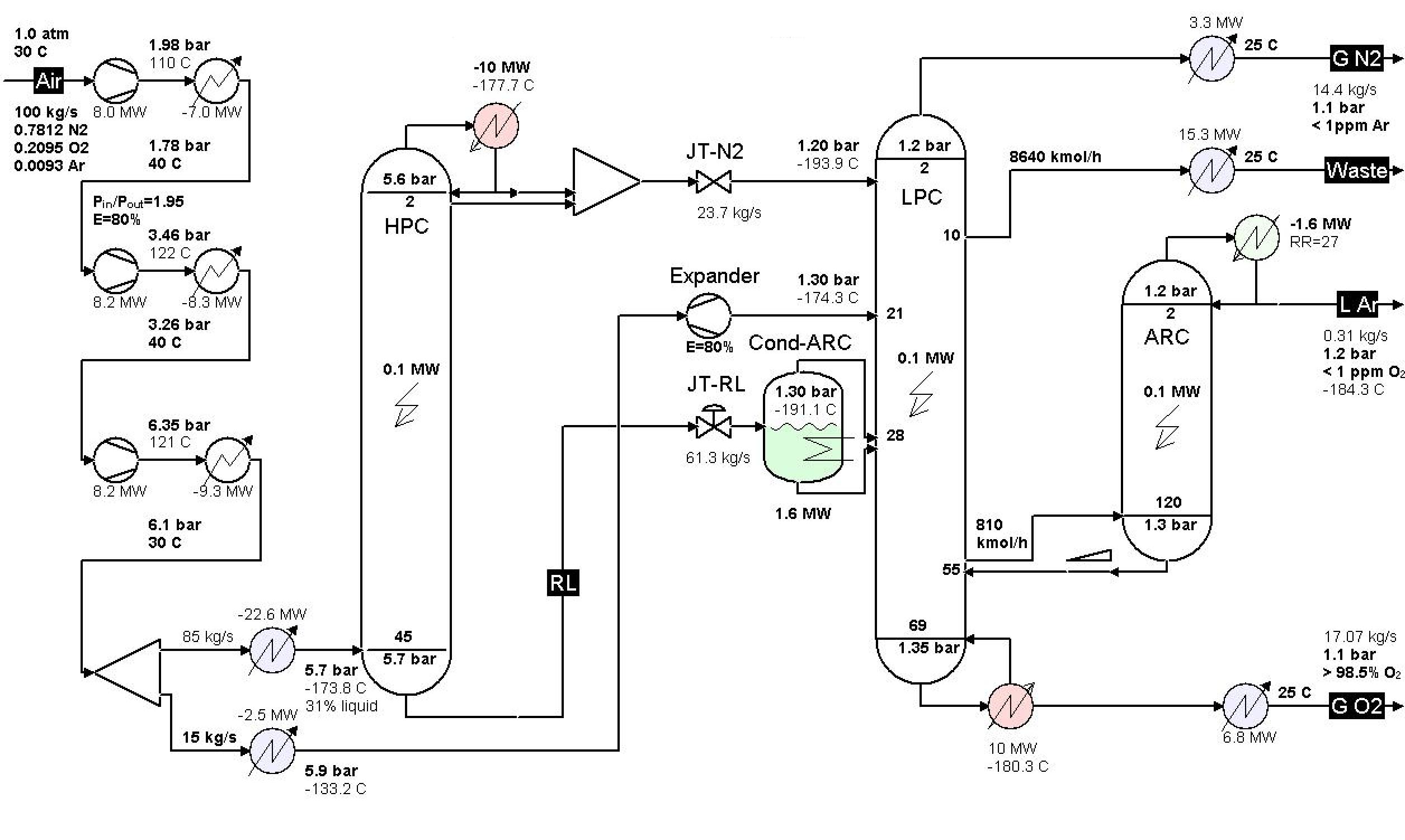
Figure 2 - Air Separation Unit - 60 t/h Oxygen - Simplified Flow Sheet simulated in COCO[14]
1. Air Compression and Pretreatment
Feed air compression: Air is compressed to 5-8 bar (73-116 psi) using multi-stage centrifugal compressors with inter-stage cooling. Modern ASUs typically compress air to 5-6 MPa (725-870 psi) for high-pressure product streams[5].
Pre-purification: Critical impurities including water vapor, carbon dioxide, and hydrocarbons must be removed to prevent equipment damage and safety hazards. Two methods are employed:
- Molecular sieve adsorption (TSA): Twin-bed thermal swing adsorption systems using specialized molecular sieves operate in alternating adsorption/regeneration cycles
- Reversing heat exchangers: Legacy systems that freeze out contaminants through periodic flow reversal[6]
2. Heat Exchange and Cooling
Air is cooled to cryogenic temperatures in aluminum plate-fin heat exchangers against warming product streams. The main heat exchanger operates with temperature differences of just 1-3 K to maximize efficiency[6].
3. Refrigeration Generation
Refrigeration is provided through:
- Joule-Thomson expansion of high-pressure air streams
- Turbo-expanders that provide work recovery while generating cooling
- Internal compression (IC) systems that pump liquid products to high pressure, eliminating dangerous oxygen compression[6]
4. Cryogenic Distillation
The separation occurs in a two-column distillation system:
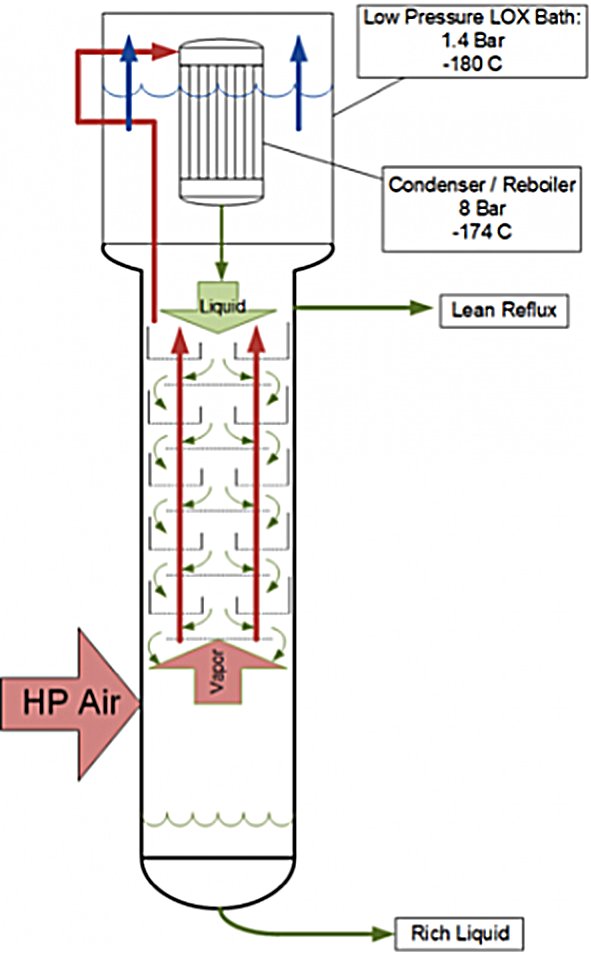
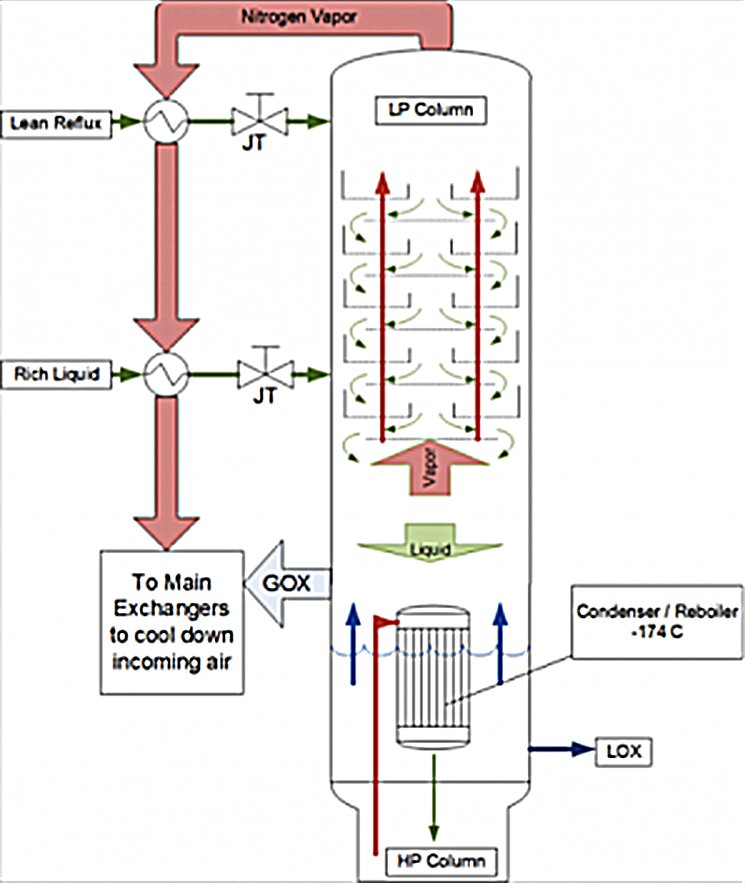
Figure 3 - High-Pressure (left) and Low Pressure (right) Cryogenic Distillation Columns Schematics[1]
High-pressure column (6-8 bar): Separates air into nitrogen-rich vapor and oxygen-rich liquid. The column typically operates with:
- Feed temperature: approximately -173°C
- Nitrogen purity: >99.5%
- Column efficiency: 80-100 theoretical stages
Low-pressure column (1.2-1.5 bar): Further purifies oxygen and nitrogen products:
- Oxygen purity: 95-99.9%
- Nitrogen purity: 1-10 ppm O2
- Temperature difference across reboiler-condenser: 1-1.5°C
5. Product Recovery and Compression
Products exit the cold box at low pressure and ambient temperature. Product compressors boost gaseous products to required delivery pressures (typically 6-40 bar).
Process Parameters
Operating Temperatures:
- Nitrogen boiling point: -195.8°C at 1 atm, -176.6°C at 6 atm
- Oxygen boiling point: -182.9°C at 1 atm, -160.7°C at 6 atm
- Argon boiling point: -185.8°C at 1 atm, -164.6°C at 6 atm[6].
Pressure Ranges:
- High-pressure column: 5.5-6.5 bar
- Low-pressure column: 1.2-1.5 bar
- Product delivery: 6-40 bar typical
Energy Consumption:
- Gaseous oxygen production: 0.32-0.39 kWh/Nm³
- Liquid oxygen production: 0.6-0.8 kWh/Nm³ (2-3× gaseous)
- High-purity nitrogen: 0.15-0.25 kWh/Nm³ [3]
Yields and Selectivity
Product Yields from Air:
- Oxygen recovery: >98% of available oxygen in feed air
- Nitrogen recovery: 85-95% (excess used for cooling utilities)
- Argon recovery: Up to 85% when argon column installed
Selectivity and Purity Capabilities:
- Oxygen: 95-99.995% purity achievable
- Nitrogen: 95% to 99.9999% (UHP grade)
- Argon: 99.999% purity with <1 ppm oxygen, <1 ppm nitrogen[7]
Typical Plant Capacities:
- Small ASU: 50-500 tons/day oxygen
- Medium ASU: 500-1,500 tons/day oxygen
- Large ASU: 1,500-5,000+ tons/day oxygen
- Ultra-large ASU: >5,000 tons/day (world's largest approach 6,000 tons/day)
Commercial Significance
The global air separation unit market represents a $4.5 billion industry in 2024, projected to reach $6.2 billion by 2033 at a CAGR of 4.0%. The broader commercial air separation plant market is expected to grow from $1.4 billion in 2025 to $2.3 billion by 2035[8].
Key Market Drivers:
- Steel industry expansion: Particularly in Asia-Pacific, driving oxygen demand for steel production
- Chemical and petrochemical growth: Oxygen for partial oxidation processes, methanol production, and syngas generation
- Healthcare applications: Medical oxygen demand, highlighted during COVID-19 pandemic
- Electronics manufacturing: High-purity nitrogen for semiconductor fabrication
- Energy sector: Oxygen for gasification, IGCC power plants, and carbon capture applications
Regional Market Distribution:
- North America: 33% market share, mature market with focus on efficiency improvements
- Western Europe: 29% market share, emphasis on environmental compliance
- Asia-Pacific: 25% market share, fastest growing due to industrialization
Suply Model:
- On-site/Pipeline supply: 25% of market, highest value segment
- Bulk liquid delivery: 28% of market
- Packaged gases (cylinders): 42% of market[3]
Main Technology Providers
Western Technology Leaders
- Linde plc (Germany/UK): Global market leader with 19.6% market share, holding 1,372 cryogenic technology patents as of 2024. Specializes in large-scale ASU technology and has developed advanced processes including CryoMax® systems achieving >95% oxygen liquefaction rates[9].
- Air Liquide (France): Co-leader with Linde, 19% global market share and €29.4 billion revenue in 2024. Pioneer in cryogenic technology with comprehensive industrial, medical, and electronics gas solutions through ALIGAL™ systems[9].
- Air Products and Chemicals (USA): 12% market share, developer of Ion Transport Membrane (ITM) oxygen technology for high-temperature applications. Leading provider of tonnage ASU systems and gasification applications[3].
- Praxair (now part of Linde): Former major independent, merged with Linde in 2018. Developer of Oxygen Transport Membrane (OTM) technology for next-generation air separation[3].
- Atlas Copco (Sweden): Century-old industrial gas separation leader with 18.3% global market share. Specializes in Z-Series cryogenic ASU capable of producing 120,000 Nm³/day oxygen with AI-driven optimization systems[9].
- Messer Group (Germany/Global): International industrial gas company with strong presence in emerging markets including Russia, China, and Latin America. Focuses on regional production and distribution networks[3].
Technology Providers from Asia and Indian Subcontinent.
- Taiyo Nippon Sanso Corporation (TNSC, Japan): Major Asian player with strong domestic presence (78% revenue from Japan). Manufactured Japan's first domestic ASU in 1935 and has developed specialized technologies including LNG cold-heat utilization and internally compressing systems. Current largest units produce 65,000 Nm³/h oxygen[10].
- Hangzhou Oxygen Plant Group (Hangyang, China): Established in 1950, world-class ASU supplier and flagship of China's gas industry. Listed company (SZ.002430) with global leadership in ultra-large ASU (60,000+ level) production. Operates 60+ gas subsidiaries with 3.3+ million Nm³/h total oxygen capacity[11].
- Minnuo (China): Professional on-site gas equipment manufacturer with 36+ years R&D experience. Specializes in oxygen/nitrogen generators and comprehensive PSA technology solutions. Part of China's growing air separation equipment cluster[9].
- INOX Air Products (India): Leading Indian industrial gas manufacturer, joint venture between INOX Group and Air Products & Chemicals established 1999. Operates largest ASU network in India with 3,300+ TPD combined liquid gas capacity, recently commissioning 2,150 TPD ASU at SAIL Bokaro - largest in any SAIL facility[12].
- Bhuruka Gases Limited (India): Established 1974, leading specialty gas manufacturer acquired by Italian SOL S.p.A. in strategic partnership. Represents growing India-Europe technology cooperation in air separation sector[13].
Conclusion
The air separation industry demonstrates significant geographic concentration, with Chinese manufacturers increasingly competitive through industrial clustering in provinces like Zhejiang, offering cost advantages while Western companies maintain technology leadership in advanced processes and ultra-large scale units. The sector continues evolving toward more energy-efficient processes, digitalization through IoT integration, and specialized applications for emerging industries like renewable energy and carbon capture.
References
- Nils Tellier. May 29, 2020. Air Separation and Liquefaction. ColdFacts.
- Wikipedia. Air Separation.
- Market Research Intellect. Jan 29, 2025. Harnessing the Air - Commercial Air Separation Plants Drive Manufacturing Innovation.
- A.R. Smith), J. Klosek. Aug 2008. A review of air separation technologies and their integration with energy conversion processes. Fuel Processing Technologies y 70 2001 115–134. National Energy Technology Laboratory - Department of Energy.
- Hangzhou Nuzhuo Technology Group Co.,Ltd.. Jul 28, 2025. The deep cryogenic air separation production process.
- Satyendra. Jul 20, 2013. Cryogenic Process of Air Separation. Ispat Guru.
- Allied MArket Research. Jun 2024. Air Separation Unit Market.
- Verified Market Reports. Feb 2025. Commercial Air Separation Plant Market.
- Minnuos Gas. Mar 15, 2025. Top 10 Global Oxygen Equipment Manufacturers.
- Masahiro Tamura. 2022. Technical REport N°.41: History of Air Separation Unit Technologies Developed by TNSC. Taiyo Nippon Sanso.
- Hangzhou Oxygen Plant Group co., Ltd.. Hangyang Company Profile.
- Anthony Wright. Jan 15, 2025. INOXAP launches largest ASU at SAIL’s Bokaro plant. gasworld.
- Dec 16, 2022. Bhuruka Gases Limited, India enters strategic partnership with SOL S.p.A, Italy. clairfield.
- ChemSep. CScasebook ASU. Document dated Sep 4, 2013. (Retrieved via the Web Archive, capture from Nov 24, 2021).
- Nuzhuo. Oxygen Cryogenic Air Separation Plant Cryogenic Oxygen Kit Equipment By Distillation.