Emulsion Polymerization Process Overview and Comparative Position
The emulsion polymerization of vinyl chloride monomer (VCM) process originated in West Germany and a substantial proportion of European E-PVC capacity remains located there. The process takes place in an aqueous medium stabilized by anionic surfactants (emulsifiers), using water-soluble initiators, in contrast to the suspension process which uses monomer-soluble initiators and protective colloids. Both batch and continuous reactor variants have been practiced, although the batch process is now strongly preferred due to its superior flexibility for grade production and more consistent particle size control.
Two resin types are distinguished by end-use, whereby particle size and its distribution are the defining technical output of the process and the principal variable controlled during polymerization:
- paste resins (P-PVC) produced via microsuspension or via seeded emulsion polymerization, with particles averaging 1–2 µm and a broad size distribution for low-viscosity plastisol applications.
- emulsion resins (E-PVC proper) produced via classical emulsion polymerization, with particles averaging 0.1–0.3 µm, used in dry blending, calendering, extrusion of precise profiles, and sintering applications such as battery separators.
Emulsion polymerization of vinyl chloride monomer (VCM) is the primary route — alongside microsuspension polymerization — for the production of paste-grade PVC resin, with the emulsion process alone accounting for approximately 10–12% of global PVC capacity, and the combined paste-grade production (emulsion + microsuspension) representing approximately 13–17% of total global PVC output.
While significantly smaller in scale than the dominant suspension process, the emulsion polymerization process occupies an irreplaceable niche: only the emulsion (and microsuspension) processes yield the ultra-fine particles — typically 0.1 to 2.0 µm in diameter — required to form stable plastisols and organisols when dispersed in liquid plasticizer.
Key Chemical Reactions
The chemistry of VCM emulsion polymerization is radical polymerization, sharing the same four fundamental steps as the suspension process — initiation, propagation, chain transfer, and termination — but with the critical distinction that initiation takes place in the aqueous phase, not within the monomer droplet.
Initiation
Water-soluble initiators decompose in the aqueous phase to generate sulfate radical ions. Typical initiators are persulfate salts:
S2O82− → 2 SO4•−
The sulfate radical then attacks dissolved VCM monomer in the water phase to generate a monomer radical:
SO4•− + CH2=CHCl → SO4-CH2-C•HCl
Initiation rates can be significantly increased by the use of redox co-initiator systems, which generate radicals at lower temperatures, reducing the reaction temperature and improving process safety. Common redox systems include:
- Ammonium persulfate / sodium bisulfite / copper sulfate
- Hydrogen peroxide / ascorbic acid / ferrous sulfate
- Sodium persulfate / reducing agent combinations
Propagation
The activated radical enters an emulsifier micelle and reacts with VCM molecules dissolved therein, extending the polymer chain:
R-CH2-C•HCl + n CH2=CHCl → R-[CH2-CHCl]n-CH2-C•HCl
The propagation rate constant is the same as in suspension polymerization:
kp = 3.3 × 106 exp{−3700/RT}
As in all VCM polymerization routes, molecular weight is controlled primarily by the polymerization temperature via chain transfer to monomer. Lower temperatures yield higher K-value (higher molecular weight) resins.
Chain Transfer
Chain transfer to monomer limits molecular weight and is the dominant molecular weight control mechanism:
Cm = 125 e {−7300/RT}
Termination
Termination occurs by the same disproportionation and combination mechanisms as in suspension polymerization:
Disproportionation:
R1CH2C•HCl + R2CH2C•HCl → R1CH=CHCl + R2CH2CH2Cl
Combination:
R1CH2C•HCl + R2CH2C•HCl → R1CH2CHCl-CHCl-CH2R2
Particle Nucleation and Growth Mechanism
The particle formation mechanism of emulsion polymerization is fundamentally different from that of suspension polymerization, and is the central determinant of resin quality.
-
Micellar Nucleation: Above the critical micelle concentration (CMC), surfactant molecules self-assemble into micelles (diameter ~5–10 nm). VCM, being slightly water-soluble (~0.08 wt% at 20 °C), dissolves into these micelles. When aqueous-phase radicals enter a micelle, polymerization is initiated within it — the micelle becomes an active particle
-
Monomer Supply: Additional VCM is continuously supplied to the growing particles by diffusion through the water phase from the monomer droplet reservoir. The large number of micelles (and hence their large total surface area) ensures they capture the vast majority of radicals; the monomer droplets themselves are not a significant locus of polymerization
-
Particle Growth: As conversion proceeds, the growing polymer particles are stabilized by adsorbed surfactant. The number of particles is largely fixed early in the reaction; subsequent conversion increases particle size but does not generate new particles, provided surfactant concentration is managed carefully
-
Final Structure: Completed E-PVC particles are non-porous, dense spheres — in contrast to the porous structure of suspension PVC — because there is no volume contraction mechanism analogous to the VCM-droplet-to-PVC-granule collapse seen in S-PVC. This absence of porosity means E-PVC cannot be used for conventional dry-blend compounding
Particle Size Control
Control of particle size and its distribution is the most critical technical aspect of E-PVC production, directly determining plastisol rheology and end-use suitability.
-
Emulsifier type and concentration: Anionic emulsifiers (e.g., sodium lauryl sulfate, sodium dodecylbenzenesulfonate) are standard. Higher emulsifier concentrations generate more micelles and thus more, smaller particles. Emulsifier is typically metered throughout the reaction rather than charged all at once, giving dynamic control over particle nucleation rate
-
Seeded polymerization: Pre-formed latex seed particles are added at the start of the batch. Fresh monomer polymerizes onto the seed surface, growing particles to a larger final size (up to ~2–3 µm) with narrow distribution. This technique produces paste resins with low plastisol viscosity
-
Bimodal distribution: Adding a controlled excess of emulsifier at partial conversion nucleates a second family of smaller particles. The resulting bimodal particle size distribution (e.g., 0.2 µm + 1.5 µm) maximizes particle packing density in plastisol, reducing plasticizer demand and lowering viscosity
-
Blending of latices: Lattices of different particle sizes produced in separate reactors are blended in a blend tank prior to spray drying, offering precise control over the final particle size distribution in the dried resin
Process Parameters
Reactor Conditions
| Parameter |
Typical Value |
Notes |
| Temperature |
45–65 °C |
Controls K-value; lower = higher MW |
| Pressure |
~5–9 bar |
VCM saturation pressureat reaction temperature |
| Reactor size |
20–80 m³ (typical);
up to 200 m³ (exceptional) |
Smaller than S-PVC reactors;
more grades required |
| Conversion |
80–90% |
Higher conversion risks particle agglomeration |
| Cycle time |
~8–12 hours |
Longer than suspension due to slower radical entry rate |
| Solids content |
40–55 wt% |
Higher solids reduce spray-drying energy costs |
Typical Emulsion Polymerization Recipe
| Component |
Concentration
(parts by weight) |
| Vinyl Chloride Monomer |
100 |
| Demineralized water |
110–180 |
| Sodium Lauryl Sulfate (emulsifier) |
1.0–2.0 |
| Sodium Persulfate or Ammonium Persulfate (initiator) |
0.2–1.2 |
| Redox reducing agent (optional) |
as required |
| Buffer (e.g., sodium bicarbonate) |
trace |
The absence of a suspending agent and the use of water-soluble (rather than monomer-soluble) initiator are the two most fundamental formulation differences from suspension polymerization.
Equipment and Processing Steps
Process Flow Summary
The E-PVC batch process comprises five main stages: polymerization, VCM stripping, latex blending, spray drying, and classification/grinding/packaging.
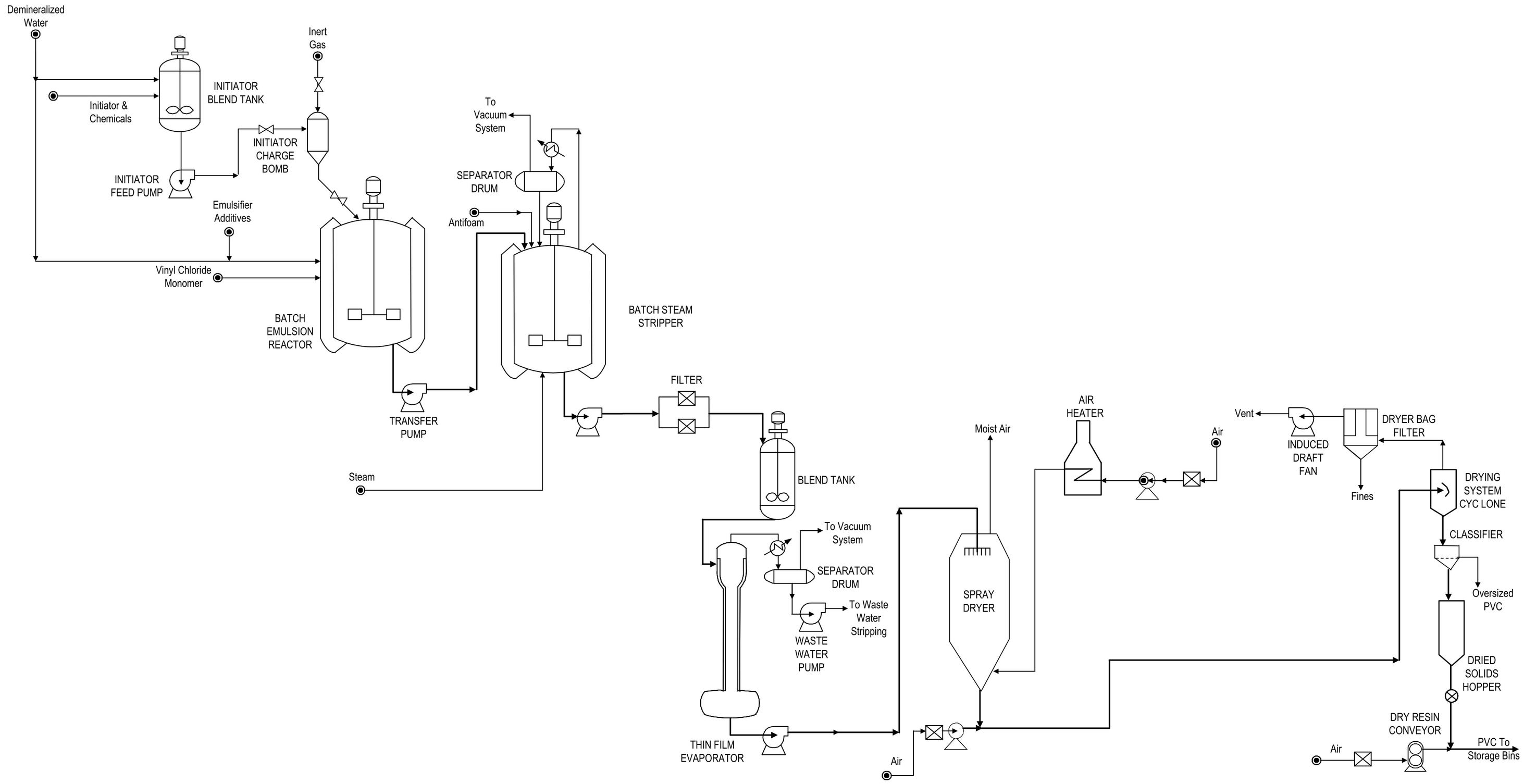
VCM Batch Eulsion Polymerization Process
Key equipment items include:
- Jacketed batch polymerization reactor (stainless steel or glass-lined), fitted with an agitator, overhead condenser, and initiator charge system
- Separator drum for VCM vapor separation from latex
- Steam stripper or thin-film evaporator for VCM removal from latex
- Blend tank for mixing latices of different particle sizes prior to drying
- Thin-film evaporator (optional pre-concentration step)
- Spray dryer (disc atomizer or nozzle atomizer)
- Cyclone separator for fines recovery
- Bag filter for fine particle capture
- Air classifier for particle size separation
- Grinding mill for agglomerate size reduction
Process Sequence
- Reactor Charging: Demineralized water, emulsifier, and seed latex (if seeded process) are charged into the reactor; the system is purged with inert gas to remove oxygen, which inhibits radical polymerization
- VCM Charging: VCM is added under pressure; the mixture is agitated to disperse the monomer into the aqueous emulsion
- Initiation and Polymerization: Initiator (and redox activator if applicable) is injected; the reactor is heated to reaction temperature. Additional emulsifier is metered during polymerization to control particle nucleation. The reaction is exothermic (106 kJ/mol) and requires continuous jacket cooling
- Pressure Drop and Reaction Termination: Pressure drops as conversion approaches 80–90%, indicating monomer depletion. A shortstop agent (radical scavenger) is added to terminate the reaction; unreacted VCM is vented to the recovery system
- VCM Stripping: Residual VCM is removed from the latex by vacuum stripping, steam stripping in the reactor vessel or in a dedicated column, or by thin-film evaporation. The target is ≤8.5 ppm VCM in the latex. Foaming caused by the emulsifier requires careful selection of operating conditions; antifoam agents are used as needed
- Latex Blending: Stripped latices from multiple batches or reactor trains with different particle sizes are blended to achieve the target particle size distribution for the final product grade
- Spray Drying: The latex is pumped to a spray dryer where it is atomized through a spinning disc or nozzle into a hot air stream. The dried powder falls to the bottom of the dryer. Drying conditions are critical:
- Outlet temperature ~80–100 °C (inlet ~170–200 °C)
- Higher outlet temperature causes particle fusion and agglomeration
- Higher atomizer tip speed increases coarse particle fraction
- All water must be removed (unlike S-PVC which is centrifuged first), resulting in significantly higher energy consumption per tonne of resin
- Classification and Grinding: Dried resin passes through an air classifier; oversized agglomerates are separated and ground in a mill, then recycled or sold as off-specification material. Fines are captured in cyclones and bag filters
- Screening and Packaging: Final product is screened and packaged, predominantly in bags (25 kg) rather than bulk, as fine paste resin particles are prone to caking and lump formation in bulk silos
Key Process Considerations
- Emulsifier Residues: Unlike suspension PVC, which contains very low levels of additives, E-PVC contains residual emulsifier (typically 1–3 wt%) that cannot be removed. These residues affect the color, electrical properties, and water absorption of the final product, making E-PVC unsuitable for applications requiring high purity (e.g., medical-grade rigid applications)
- Spray Drying Energy: Because E-PVC latex cannot be pre-dewatered by centrifuge (particles are too small to be centrifuged effectively), all water must be evaporated in the spray dryer. This makes E-PVC production significantly more energy-intensive than S-PVC
- Reactor Anti-fouling: Polymer deposition on reactor walls remains a significant operational challenge, requiring regular application of anti-fouling coatings and cleaning between batches. VCM's carcinogenic nature means reactor entry for mechanical cleaning is a last resort and requires stringent safety protocols
- Oxygen Exclusion: Oxygen is a potent inhibitor of radical polymerization and must be rigorously excluded. Thorough nitrogen purging before VCM charging is essential
- Temperature Control and K-value: The full commercial range of K-values (K55 to K80) can be produced by adjusting the polymerization temperature, following the same molecular weight–temperature relationship as in suspension polymerization
- Continuous vs. Batch: The continuous emulsion process, historically practiced in Germany, offers higher reactor productivity but inferior grade flexibility and less consistent particle size control. It requires higher emulsifier loadings and suffers greater reactor fouling tendency. New continuous plant designs claim improved operating periods between cleaning, but the batch process remains dominant
Process Yields and Economics
| Parameter |
Value |
Notes |
| VCM Conversion |
80–90% per batch |
Higher risks agglomeration and reduced porosity |
| Production Cost |
~$800–1,000/ton |
~25–40% premium over S-PVC (2015 basis) |
| Steam Consumption |
Higher than S-PVC |
Due to spray drying of full water content |
| Reactor Capacity |
Typically 20–80 m³ |
Multiple grades; smaller batches than S-PVC |
| Solids in latex |
40–55 wt% |
Higher solids reduce drying energy per kg product |
The production cost premium of E-PVC over S-PVC is driven primarily by the higher energy cost of spray drying, the higher emulsifier consumption, and the lower reactor scale economies arising from the need to produce many grades in smaller reactors. This cost premium is commercially justified by the value-in-use premium of plastisol applications.
Commercial Emulsion PVC Technologies and Producers
E-PVC technology is less widely licensed than S-PVC; competitive advantage rests more on formulation expertise — particularly emulsifier systems, particle size distribution control, and spray-drying know-how — than on reactor hardware. The same reactor equipment used for S-PVC can largely be used for E-PVC, with the drying system being the principal differentiator.
Leading E-PVC Producers and Technology Holders
- Westlake Vinnolit (Germany): Part of Westlake, Westlake Vinnolit is one of the largest E-PVC producers in Europe, holding proprietary emulsion PVC technology developed from Wacker Chemie's original process. Westlake Vinnolit produces both paste and dispersion E-PVC grades under its established brand portfolio.
- INEOS / Inovyn (UK/Europe): INEOS, through its INOVYN business, is a major E-PVC producer and one of the largest paste resin suppliers in Europe. Inovyn's E-PVC technology derives from the former SolVin joint venture (Solvay/BASF) which consolidated European paste resin expertise. INEOS is recognized as the largest licensor of overall PVC technologies in Europe.
- Kem One (France): Kem One, originating from Arkema's vinyl products division (itself a TotalEnergies spin-off), produces both S-PVC and E-PVC. Its E-PVC brands include Lacovyl® (paste resin) and Kemaia® grades, offering a broad range of viscosity and K-value options for coating and plastisol applications.
- Other Notable Producers: Mexichem (Orbia), Hanwha, LG Chemical, Formosa Plastics, Kaneka, and Thai Plastic and Chemicals are significant producers, primarily serving Asian and American markets.
Comparison: Emulsion vs. Suspension PVC Process
| Feature |
E-PVC (Emulsion) |
S-PVC (Suspension) |
| Global share |
~10–12% |
~80–85% |
| Initiator type |
Water-soluble (persulfates) |
Monomer-soluble (peroxydicarbonates) |
| Particle size |
0.1–2.0 µm |
50–200 µm |
| Particle structure |
Dense, non-porous |
Porous (10–30%) |
| Dewatering |
Spray drying only |
Centrifuge + fluidized bed/rotary dryer |
| Emulsifier residues |
1–3 wt% in product |
Trace only |
| Plasticizer absorption |
Via surface / fusion |
Via particle porosity |
| Primary end-use |
Plastisols, coatings, pastes |
Pipes, profiles, rigid applications |
| Production cost |
Higher (~25–40% premium) |
Lower (reference process) |
| Reactor size |
20–80 m³ |
60–200 m³ |
References: Perplexity A.I. Research assisted description, 25th May 2026.

















