The Lummus Light Olefin Recovery Unit (herein 'LORU') technology represents an optimized separation system designed to efficiently recover high-purity ethylene and propylene from methanol-to-olefin (MTO) reactor effluent through advanced absorption and distillation processes. This technology addresses the energy-intensive challenges of traditional cryogenic separation by employing hydrocarbon absorbents and innovative thermal integration strategies to reduce both capital and operating expenses while maximizing olefin yields.
Core Technology Principles
The Lummus LORU system utilizes absorption-based separation as an alternative to energy-intensive cryogenic distillation. The process employs C2-C10 hydrocarbon absorbents, typically propane, to selectively absorb ethylene and heavier hydrocarbons from the MTO reactor effluent in an absorber demethanizer column. This approach enables operation at temperatures above -40°C, significantly warmer than conventional cryogenic systems that operate below -90°C, thereby reducing refrigeration requirements and preventing the formation of nitrogen trioxide (N₂O₃) from any nitrogen oxides present in the feed stream.
The absorber demethanizer operates at overhead pressures ranging from 0.01 to 10 MPag, with typical commercial operations between 0.5 to 3 MPag, and achieves ethylene recovery rates exceeding 95 percent, with some configurations reaching 99 percent recovery efficiency. The system employs counter-current contact between the MTO effluent and hydrocarbon absorbent across multiple trays or packing stages to maximize separation efficiency.
Process Configuration and Integration
The LORU system integrates closely with upstream methanol-to-olefins (MTO) conversion technologies, particularly the DICP DMTO process, forming a comprehensive coal-based or methanol-based olefin production chain. Following the MTO reactor system, the effluent undergoes preliminary treatment including compression, acid gas removal with caustic or amine solutions for CO₂ extraction, water removal through condensation and drying, and optional methanol/ether extraction using aqueous solvents.
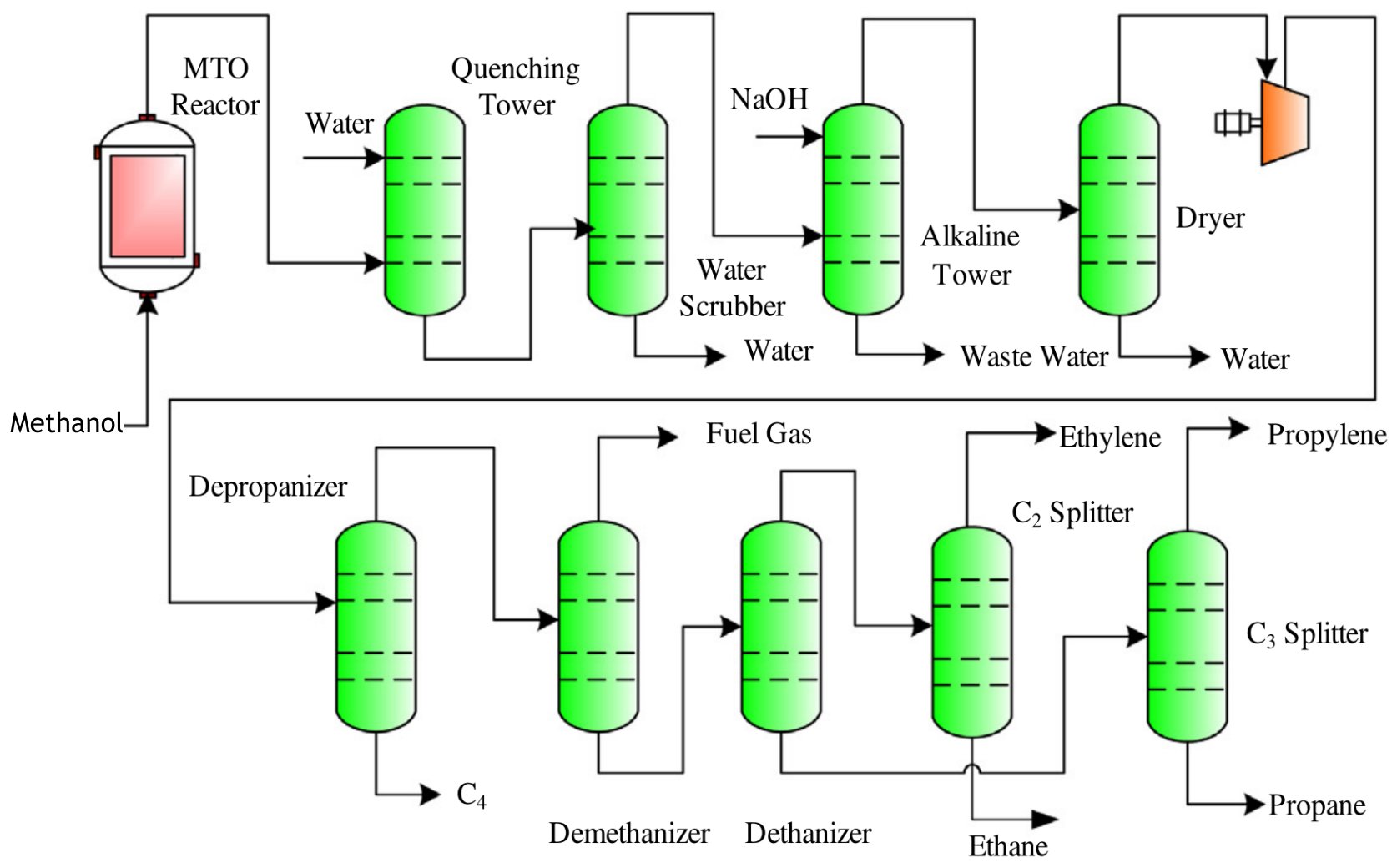
Figure 1 - DMTO Simplified Process Flow Diagram [1]
The separation train comprises multiple distillation columns operating in sequence. The absorber demethanizer separates methane and lighter components in the overhead vapor fraction from a bottoms fraction containing the absorbent, ethylene, ethane, and heavier hydrocarbons. Subsequent extractive distillation and conventional distillation stages then separate the bottoms fraction into individual product streams, including polymer-grade ethylene, polymer-grade propylene, ethane for recycle or petrochemical feedstock, and C4+ hydrocarbons.
Energy Optimization Features
Lummus LORU technology incorporates several proprietary energy-saving features that distinguish it from conventional olefin recovery systems. The overhead vapor from the absorber demethanizer undergoes staged cooling and partial condensation using a dual heat exchanger configuration. The first exchanger employs propane or propylene refrigerant to cool the stream to temperatures above -40°C, while the second exchanger utilizes a mixed refrigerant stream composed of product methane and ethane streams, or portions thereof, to achieve further cooling below -40°C.
This innovative approach provides enhanced heat recovery at lower temperatures by combining methane and ethane product streams before reheating, condensing additional ethylene, propylene, and ethane from the overhead vapor to return as reflux to the demethanizer. The energy-efficient design reduces the number of compressor casings by approximately 40 percent and eliminates up to 25 percent of equipment pieces compared to conventional cryogenic systems, resulting in overall energy consumption reductions of up to 25 percent for integrated ethylene production facilities.
Product Specifications and Yields
The Lummus LORU system produces polymer-grade olefins meeting stringent purity specifications required for downstream polymerization processes. The technology efficiently manages byproducts including methane, ethane, propane, butanes, butenes, butadiene, and heavier hydrocarbons through the integrated distillation sequence comprising demethanizer, deethanizer, depropanizer, C2 splitter, C3 splitter, and debutanizer columns as needed for specific project requirements.
The fractionation system can be configured in various arrangements depending on target product priorities, with options including depropanizer-first configurations separating C3/C4 components followed by demethanizer and deethanizer stages, or deethanizer-first configurations prioritizing ethylene recovery. Column designs incorporate advanced internals including valve trays and structured packing optimized for the specific separation duties, with typical propylene-propane splitters operating at 15.5 to 16.5 kg/cm²(g) pressure and utilizing 44 to 80 trays depending on purity requirements.
Capital and Operating Cost Advantages
The Lummus LORU technology is claimed to deliver significant economic benefits through reduced capital investment and lower operating expenses compared to traditional cryogenic separation systems. By operating at warmer temperatures and lower compression ratios, the system requires less specialized metallurgy for cryogenic service, smaller refrigeration equipment packages, and fewer compression stages. The low-pressure chilling train operates at less than half the operating pressure of conventional systems, reducing both equipment size and energy consumption while maintaining high recovery efficiency.
The integration capabilities with upstream MTO conversion units and downstream polyolefin production facilities further enhance project economics by minimizing intermediate storage requirements, optimizing heat integration opportunities across battery limits, and enabling flexible operation to adjust product slates based on market demands. The proven technology has been successfully implemented in numerous commercial installations globally, particularly in Chinese coal-to-olefins projects where DMTO conversion technology is coupled with Lummus LORU separation systems to produce cost-competitive polymer-grade ethylene and propylene.
References
- Xiang, D., Qian, Y., Man, Y., & Yang, S. (2014). Techno-economic analysis of the coal-to-olefins process in comparison with the oil-to-olefins process. Applied Energy, 113, 639-647. DOI: 10.1016/j.apenergy.2013.08.013. ISSN 0306-2619
- Liu, S., Yang, L., Chen, B., Yang, S., & Qian, Y. (2021). Comprehensive energy analysis and integration of coal-based MTO process. Energy, 214, 119060. DOI: 10.1016/j.energy.2020.119060. ISSN 0360-5442
- McDermott (May 20, 2019). Technical Bulletin 30M092014H v4-0 : Ethylene. CHEMWINFO
- Kuzma, Jr., P.D., De Haan, S., Baumbach, D.L. United States patent US20160362352A1: Recovery of ethylene from methanol to olefins process (Priority date Aug 10, 2016). Application filed by Lummus Technology Inc. Status: active
- Indulalp P. (Oct 2025). How Propylene Recovery Unit (PRU) Works in Refinery Operations. Linkedin




















