BGL Technology Overview and Ownership History
The British Gas/Lurgi (BGL) slagging gasifier is a hybrid coal gasification technology combining fixed-bed gasification characteristics with entrained-flow slag discharge features, developed jointly by British Gas Corporation and Lurgi GmbH during the 1970s-1980s. The technology represents an advanced evolution of the original Lurgi dry-ash gasifier, specifically designed to overcome limitations of earlier fixed-bed gasification systems.
Key Innovation: The gasification layer reaction temperature can exceed coal ash fusion temperature, producing molten slag rather than dry ash. This innovation solved the problem of poor adaptability of dry-ash gasifiers to low ash-fusion-temperature coals, while also enabling higher throughput, reduced steam consumption, and complete tar recycling.
Technology Ownership Transfer:
The BGL technology passed through the following ownership chain:
- 1970s-1980s: Originally developed jointly by British Gas Corporation and Lurgi GmbH
- Date unknown: Technology rights transferred to Lloyd's Register (British entity)
- 2005: Shanghai Zemag Mingda Machinery & Equipment Co., Ltd. (上海泽玛克敏达机械设备有限公司) wholly acquired the historic German ZEMAG company (founded 1855) and established ZEMAG Clean Energy Technology GmbH in Germany as its wholly-owned subsidiary
- 2010: Shanghai Zemag Mingda purchased the BGL gasification technology intellectual property rights from Lloyd's Register
Design Philosophy and Key Improvements
The BGL slagging gasifier was engineered to improve upon the original Lurgi dry ash gasifier in several critical respects:
- Vitreous Slag Production: Produces non-leachable vitreous (glassy) slag instead of dry ash, resulting in an environmentally stable solid waste product
- Enhanced Throughput: Achieves significantly improved specific reactor throughput compared to dry ash systems
- Fuel Flexibility: Accepts higher fines content in the feed coal, reducing the need for extensive coal preparation
- Reduced Steam Consumption: Operates with much lower steam requirements and consequently produces less gas condensate
- Tar Recycling: Recycles tars and oils to extinction, eliminating problematic byproducts
- Improved Gas Quality: Produces synthesis gas with increased carbon monoxide (CO) and hydrogen (H₂) content
Gasifier Design and Construction
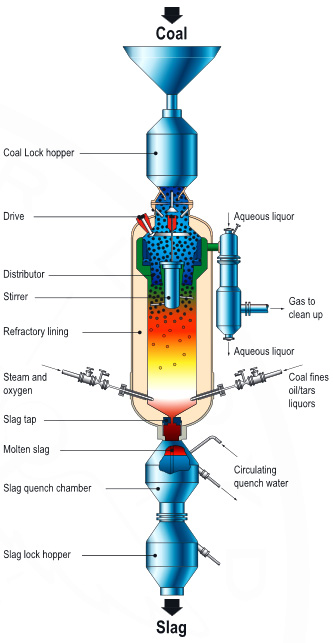
Physical Configuration: The BGL gasifier consists of a water-cooled, refractory-lined pressure vessel operating at approximately 40 bar (580 psi). The vessel features a vertical cylindrical design with multiple functional zones arranged vertically. A motor-driven coal distributor/mixer is mounted at the top to stir and evenly distribute incoming feed material.
Zemag Fixed Bed Slagging Gasifier
Feedstock Requirements:
- Coal particle size: 5-80 mm
- Coal types: Suitable for various coal types including bituminous, sub-bituminous, and lignite
- Ash tolerance: Can process coal with high ash content
- Fines handling: capable of accepting significantly higher fines content in feed coal compared to conventional gasifiers
- Alternative feedstocks: capable of co-gasifying alternative feedstocks including municipal solid waste (MSW) and biomass
Advanced Feedstock Technologies:
- Block/Powder Integration Technology: An advanced development by Shanghai Zemag Mingda that allows simultaneous processing of lump coal and coal fines without extensive coal preparation. This technology expands the acceptable particle size range and reduces preprocessing requirements.
- Waste/Biomass Co-Gasification Technology: Enables co-processing of various carbon-containing materials alongside coal, including MSW, industrial solid waste, biomass materials (straw, wood chips), plastic waste, wood waste, sludge.
Material Introduction System: Coal feedstock mixture is introduced at the top of the gasifier through a lock hopper system. The feed composition typically includes coarse coal (5-80 mm), coal fines, briquettes (for fines consolidation), flux materials (for slag composition control). The lock hopper mechanism maintains gasifier pressure integrity (approximately 40 bar) while enabling continuous feeding of solid materials. A motor-driven coal distributor/mixer at the gasifier top ensures even distribution of incoming feedstock across the bed surface.
Process Zones and Operating Principles
The BGL gasifier operates as a countercurrent moving-bed reactor where solid coal descends through distinct processing zones while product gas flows upward:
Drying Zone (Upper Section): Fresh coal entering at the top is preheated by ascending hot synthesis gas, driving off moisture content. This zone operates at temperatures of approximately 400°C.
Devolatilization/Pyrolysis Zone: As coal descends and temperature increases above 400°C, volatile matter including hydrogen-rich gases, tar, phenols, and gaseous hydrocarbons are released from the coal structure. These volatiles are carried upward with the product gas stream.
Gasification/Reaction Zone: The descending char enters the gasification zone where endothermic reactions occur. Steam and carbon dioxide (CO₂) react with the char through the following reactions:
- Steam gasification: C + H₂O → CO + H₂
- Boudouard reaction: C + CO₂ → 2 CO
This zone operates at temperatures between 800°C and 1000°C.
Combustion Zone (Tuyere Level): Oxygen and steam are introduced into the gasifier vessel through sidewall-mounted tuyeres (lances) positioned at the combustion zone. At this level, any remaining char undergoes partial oxidation in exothermic reactions:
- C + ½O₂ → CO (partial combustion)
- C + O₂ → CO₂ (complete combustion)
The combustion reactions generate intense heat that creates temperatures exceeding 1,600°C reaching up to 2,000°C at the tuyere level.
Slagging Zone (Bottom Section): The extreme temperatures in the combustion zone cause the mineral matter in the coal to melt and form liquid slag. The molten slag flows down the gasifier walls and collects in a slag pool at the bottom of the vessel. The slagging temperature must be sufficiently high to maintain slag viscosity low enough to enable continuous flow.
Slag Removal System
Slag Withdrawal: Molten slag is continuously withdrawn from the slag pool through an opening in the hearth plate at the bottom of the gasifier vessel. The slag flows downward into a water-filled quench chamber where it solidifies into vitreous granules. The solidified slag then passes through a lock hopper system for removal while maintaining pressure integrity. The pressure differential between the quench chamber and gasifier regulates the flow of slag between the two vessels.
Slag Characteristics: The slag produced is a dense, glassy frit with non-leachable properties, making it environmentally benign and suitable for construction applications or disposal without environmental hazards. No fly ash is produced in the BGL process, as all mineral matter is captured as bottom slag.
Gas Processing and Product Recovery
Gas Exit and Cooling: Product gas exits the gasifier at approximately 450°C (840°F) through an opening near the top of the vessel. The hot syngas passes into a water quench vessel that rapidly cools the gas stream, followed by a boiler feed water (BFW) preheater designed to further lower the temperature to approximately 150°C (300°F).
Solids and Liquids Separation: Entrained solids, condensed liquids, and soluble compounds are separated from the gas stream in a gas-liquor separation unit. Soluble hydrocarbons including tars, oils, and naphtha are recovered from the aqueous liquor.
Tar and Oil Recycling: A key feature of the BGL technology is the complete recycling of recovered tars and oils. These hydrocarbons are either recycled to the top of the gasifier with fresh coal feed or reinjected directly at the tuyeres in the combustion zone. This recycling process converts tars and oils to syngas, eliminating these problematic byproducts entirely.
Gasifier Characteristics
Gasification reactors produced by Taiyuan Heavy Machinery Group exhibit the folllowing characteristics:
- Operating pressure: 3.0MPa~4.0MPa

- Gasifier inner diameter:2.6m~3.8m
- Gas production per unit: 15000Nm³/h~65000Nm³/h
Operating Parameters and Performance
Pressure and Temperature:
- Operating pressure: Typically 40 bar (580 psi)
- Tuyere zone temperature: 1,600-1,800°C, up to 2,000°C
- Gasification zone temperature: 800-1,000°C
- Gas exit temperature: 450°C
- Slag melting temperature: >1,250°C
Efficiency Metrics:
- Carbon conversion rate: >99%
- Cold gas efficiency: 87-92%
- Specific oxygen consumption: 200-260 m³/1000 m³ of syngas (CO+H₂)
- Specific coal consumption: 450-500 kg/1000 m³ of syngas(CO+H₂)
- Steam consumption: Significantly reduced compared to dry ash gasifiers
- Gasification thermal efficiency: Up to 95%
- Steam decomposition efficiency: Up to 95%
- Countercurrent contact heat exchange: Enables these high gasification and thermal efficiencies
- Higher syngas production per unit of coal intake compared to dry ash systems
Product Gas Composition
Synthesis Gas Output: The BGL gasifier produces a synthesis gas (syngas) with the following approximate composition (volume fraction):
- Carbon monoxide (CO): 58-67%
- Hydrogen (H₂): 25-35%
- Carbon dioxide (CO₂): 3-5%
- Methane (CH₄): 3-8%
The high CO/CO₂ ratio results from the elevated gasification temperatures. The syngas is free of tars and phenols due to the tar recycling system.
Table 1 - Subbituminous Coal Gasification Operational Data for a China Coal Ordos Energy & Chemical Gasifier
| Item |
Unit |
Operating Data |
| Single-unit Feed Rate |
kg/h |
44770 |
| Single-unit Oxygen Flow Rate |
Nm³/h |
12410 |
| Single-unit Steam Flow Rate |
kg/h |
12320 |
| Crude Syngas Output (dry base) |
Nm³/h |
69900 |
| Crude Syngas Outlet Temper. Temperature |
°C |
178 |
| Crude Syngas Outlet Pressure |
bar |
39.3 |
| Syngas Composition |
| CO₂ |
mol% |
4.39 |
| CO |
mol% |
57.36 |
| H₂ |
mol% |
26.57 |
| CH₄ |
mol% |
7.5 |
| N₂ & Ar |
mol% |
3.06 |
| H₂S, COS & CS₂ |
mol% |
0.33 |
| CnHm |
mol% |
0.75 |
| NH₃ |
mol% |
0.04 |
| Effective Gas |
Nm³/h |
59000 |
| CH₄ |
Nm³/h |
5480 |
Coal
Consumption |
kg/kNm³(CO+H₂) |
758 |
| kg/kNm³(CO+H₂ +4CH₄) |
550 |
Oxygen
Consumption |
Nm³/kNm³(CO+H₂) |
210 |
| Nm³/kNm³(CO+H₂ +4CH₄) |
153 |
Steam
Consumption |
kg/kNm³(CO+H₂) |
209 |
| kg/kNm³(CO+H₂ +4CH₄) |
152 |
Applications and End Uses
Chemical Synthesis:
Power Generation:
Advantages Over Alternative Technologies (Claimed)
Versus Dry Ash Lurgi Gasifiers:
- 40-50% higher throughput per unit reactor volume
- Lower steam consumption (reduced by approximately 50%)
- Ability to process higher fines content
- Higher carbon conversion efficiency
- Environmentally superior slag product
- Higher CO/H₂ ratio in product gas
Versus Entrained Flow Gasifiers:
- Lower oxygen consumption per unit of coal
- Ability to process lump coal without extensive grinding
- Better suited for high-moisture, high-ash coals
- Lower capital cost for equivalent capacity
- Simpler coal preparation requirements
- Production of methane-rich syngas advantageous for certain applications
Versus Fluidized Bed Gasifiers:
- Higher carbon conversion efficiency
- More stable operation with consistent product quality
- Better ability to handle varying coal properties
- No fly ash production
Operational Reliability
Load Following Capability: BGL gasifiers demonstrate excellent load-following characteristics, allowing operations between 40% and 110% of design capacity. This operational flexibility makes the technology suitable for applications requiring variable syngas production rates.
Continuous Operation Records: Commercial BGL installations have achieved continuous operation periods exceeding 200 days, demonstrating high reliability and stability. The China Coal Tuke facility achieved a 208-day continuous operation record in 2017, setting a benchmark for the technology. By Dec 2025, the 13 BGL gasification reactors at China Coal Ordos Energy & Chemical Co., Ltd. have extended their average single-furnace operating cycle from the previous 220 days to 284 days, with 6 of them exceeding 300-day operating cycles, and the #4 gasifier achieved a record-breaking 364 days of continuous operation from Sep 2024 to Sep 2025.
Commercial Deployment
German Demonstration Plant: Located in Germany (SVZ Schwarze Pumpe), the World's first commercially operating fixed-bed slagging gasifier remained in operation for 7 years from 2000 to 2007, testing feedstocks including coal, municipal solid waste, industrial solid waste, biomass.
Earlier Installations: As of the early 2010s, approximately 14 BGL gasifiers had been built or were under construction worldwide, predominantly in China and India. Major installations include facilities producing ammonia, urea, methanol, and synthetic fuels with individual gasifier capacities producing approximately 40,000-50,000 Nm³/h of synthesis gas per unit.
These installations included:
- Yunnan Ruiqi, China: 5 gasifiers for 200,000 tonnes/year methanol (operational from 2009)
- Yunnan Xianfeng, China: 8 gasifiers for 500,000 tonnes/year methanol (operational from 2013)
- Dharma, Orissa, India: 2 BGL gasifiers for Shriram EPC synthetic ammonia production
Recent References:
- Hulunbuir Jinxing Chemical Co., Ltd. ( 泽玛克固定床熔渣气化炉业绩): 500,000 tonnes/year synthetic ammonia project - 3 Zemag fixed bed slag gasifiers
- China Coal Ordos Energy & Chemical Co., Ltd. (泽玛克固定床熔渣气化炉业绩): Co., Ltd. 1,000,000 tonnes/year [synthetic ammonia/methanol] project - 13 Zemag fixed bed slag gasifiers)
- Shuangyashan Longmei Tiantai Coal Chemical Co., Ltd. (泽玛克固定床熔渣气化炉业绩): 300,000 tonnes/year methanol project - 3 Zemag fixed bed slag gasifiers
- Hebei Jiantao Energy Development Co., Ltd. (泽玛克固定床熔渣气化炉业绩): 800,000 tons/year acetic acid project - 2 Zemag fixed bed slag gasifiers
- Goldwind Green Energy Chemical (Xing'an League) Co., Ltd. (泽玛克固定床熔渣气化炉业绩): 200,000 tonnes/year green methanol project - Two Zemag fixed bed slag gasifiers

BGL gasifiers manufactured for China Coal Ordos Energy and Chemical | Credit: TZCO (Oct 21, 2022)
Commercial Maturity: 68 industrial applications documented; recent deployments include green methanol (Goldwind, Apr 2025) and CO₂ utilization (Hebei Jiantao, Jan 2025)
Environmental Performance
Waste/Biomass Co-Gasification Technology:
- Enables co-processing of various carbon-containing materials alongside coal
- Co-feed materials include: municipal solid waste (MSW), industrial solid waste, biomass materials (straw, wood chips), plastic waste, wood waste, sludge
- Specific product yields from waste gasification: 350-600 kg methanol per tonne of synthesis gas (CO + H₂)
CO₂ Reduction-Type Fixed-Bed Slagging Gasification Technology: combined with ZEMAG CCUS (Carbon Capture, Utilization and Storage) technology variant:
- Uses CO₂ as a gasification agent instead of/alongside steam
- Operates under high-temperature reduction conditions
- Completely reduces CO₂ to carbon monoxide (CO) for use in downstream chemical processes
- First commercial application at Hebei Jiantao Energy 800,000 tonnes/year acetic acid project (started January 2025), where ~150,000 tonnes CO₂/year are consumed
Emissions Control: The BGL process produces minimal environmental impact through several inherent design features:
- Vitreous slag is non-leachable and environmentally stable
- Complete tar recycling eliminates liquid waste streams
- High carbon conversion minimizes solid residue
- Sulfur compounds can be removed from syngas for conversion to elemental sulfur or sulfuric acid
- No fly ash production
- Suitable for CO₂ capture applications
Water Management: The reduced steam consumption compared to dry ash gasifiers results in lower water requirements and reduced wastewater generation. Process water can be recycled after treatment, supporting zero liquid discharge operations.
References
- Zemag (Shanghai) Environmental Protection Energy Technology Co. Ltd.: 关于我们 [About Us] and video embedded therein
- Zhang, L. Industrial Application Status of BGL Crushed Coal Slagging Gasification Technology in China (Sep 4, 2017). Shandong Chemical Industry (山东化工), Issue 8
- Chemical Activist. Progress and Industrial Status Analysis of Modern Coal Gasification Technology (Mar 8, 2022). 技术邻 (Jishulink)
- China Coal Ordos Energy & Chemical breaks record for stable gasifier operation (Dec 5, 2025). Sina Finance
- National Energy Technology Laboratory (NETL), U.S. Department of Energy. British Gas/Lurgi Gasifier. Gasifipedia
- Sharman, R B; Lacey, J A; Scott, J E. Office of Scientific and Technical Information (OSTI), U.S. Department of Energy. Report ID 6413917: British Gas/Lurgi Slagging Gasifier - A Springboard into Synfuels (Dec 31, 1980). OSTI.GOV
- Office of Scientific and Technical Information (OSTI), U.S. Department of Energy. Report ID 51991: The BGL Coal Gasification Process -- Applications and Status. osti.gov
- Olschar M.; Schulze O. The BGL Commercial Plants and Pilot Testing. 5th International Freiberg Conference on IGCC & XtL Technologies, May 21-24, 2012, Leipzig, Germany. Envirotherm
- Group of Experts on Cleaner Electricity Systems. United Nations Economic Commission for Europe. ECE/ENERGY/GE.5/2021/3: Opportunities for development and deployment of coal-based gasification for both power and combined heat and power, fuel cells, production of chemicals, and specialist products (Oct 2021). unece.org
- IEA ENERGY TECHNOLOGY SYSTES ANALYSIS PROGRAMME (ETSAP). Technology Brief P05: Syngas Production from Coal: Technology Brief (May 2010). iea-etsap.org
- Bradford R.; Hyde J.D.; Mead C.W. Spectra Research Systems (SRS). Appendix SRS/SE TR80-11: Advanced Technology Applications for second and third Generation Coal Gasification Systems (Jul 10, 1980). NASA Technical Reports Server (NTRS
- BGL Gasifier. Taiyuan Heavy Machinery Group
- Large-scale Coal Chemical Projects Continue to Gain Momentum (Oct 21, 2022). Taiyuan Heavy Machinery Group




















