Technology Overview
Tianjin University (天津大学) has independently developed a proprietary ethanol dehydration technology for producing polymer-grade ethylene from bioethanol or coal-based ethanol feedstocks. The technology was commercialized in July 2025 with the successful startup of China's largest single-train ethanol-to-ethylene unit at Xinjiang Tianye Huixiang New Materials Co., Ltd., marking a major breakthrough in China's domestically developed coal-based olefin production routes.
 |
| Photo: 104,000-ton/year ultra-clean dehydration unit of the 225,000-ton/year high-performance resin raw material project of Xinjiang Tianye Huixiang New Materials Co., Ltd. | Credit: Sohu, Ref. Nr. 3 |
Process Technology
Catalyst System
The technology utilizes modified ZSM-5 zeolite molecular sieve catalysts as the core catalytic material for ethanol dehydration. Tianjin University's research team has developed various metal ion-exchanged modified HZSM-5 catalysts, with nickel-modified HZSM-5 (Ni-HZSM-5) demonstrating superior performance with 99.3% ethanol conversion and 97.7% ethylene selectivity at 260°C. Phosphorus-modified H-ZSM-5 (P-ZSM-5) variants have also been developed by the research team.
Reactor Configuration
The commercial process employs multiple fixed-bed adiabatic reactors arranged in series. The Xinjiang Tianye installation utilizes three reactor stages operating at progressively decreasing pressures: first reactor at 0.75-1.25 MPa, second reactor at 0.55-0.95 MPa, and third reactor at 0.40-0.70 MPa. Each reactor maintains inlet temperatures of 420-520°C and outlet temperatures of 300-430°C, accomodating the endothermic nature of ethanol dehydration
Inter-stage heating compensates for the temperature drop across each adiabatic reactor bed, maintaining catalyst activity throughout the multi-reactor train. This staged configuration achieves progressive ethanol conversion while maintaining the catalyst activity and driving the equilibrium toward ethylene formation throughout the multi-reactor train.
Process Flow and Equipment
Feed Preparation System
Raw ethanol feedstock undergoes preheating, evaporation, and superheating before entering the reaction section:
- The ethanol preheater recovers waste heat from reactor effluent, followed by evaporation in a dedicated vessel to convert liquid ethanol to vapor phase.
- The ethanol vapor is then superheated to 420-520°C in a fired heater before injection into the first reactor, ensuring complete vaporization and optimal reaction temperature.
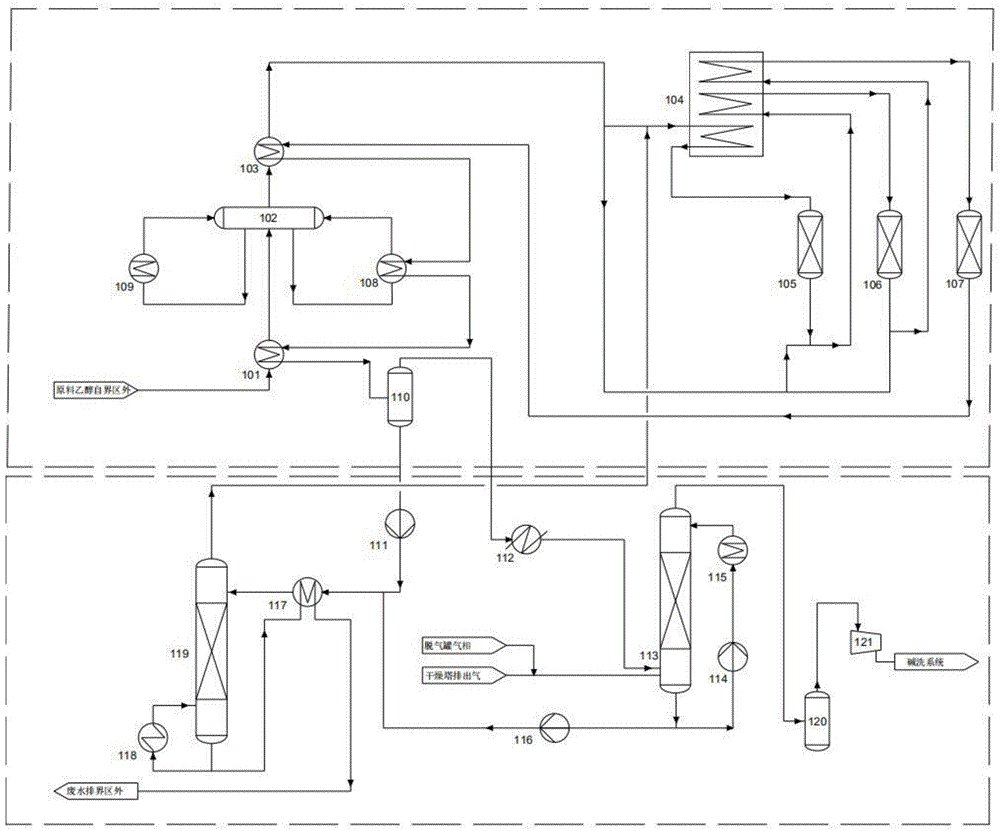
Figure 1 - TJU Ethanol Dehydration Technology: Main PFD (from CN115055132A)
Reaction and Quench System
- After exiting the final reactor stage, the hot reaction gas containing crude ethylene, water vapor, unreacted ethanol, and byproducts (CO₂, CO, trace acetaldehyde, diethyl ether) passes through heat recovery exchangers that preheat incoming ethanol feed.
- The effluent is then rapidly cooled in a quench tower operating at 0.25-0.55 MPa with top temperature 30-60°C and bottom temperature 70-90°C. This quench step condenses water and heavy byproducts while maintaining ethylene in the vapor phase.
- A steam recovery evaporation tower processes the quench tower bottom liquid, operating at 1.20-1.45 MPa with top temperature 180-225°C. This tower recovers dilution steam for recycle to the reaction section while sending wastewater to treatment.
Purification System
The crude ethylene gas undergoes multi-stage purification:
- Caustic scrubbing removes CO₂ in an alkali wash tower operating at 1.50-2.30 MPa with desalinated water washing at the top section. Tower top temperature is maintained at 20-46°C with bottom at 30-55°C. The scrubbed gas exits with significantly reduced CO₂ content.
- Molecular sieve drying employs a novel product ethylene regeneration cycle (Patent CN115055132B). Instead of using nitrogen or other external gases for regenerating water-saturated molecular sieves, the process uses a portion of purified product ethylene as the desorption gas. Two parallel trains of 3A molecular sieve drying towers with protective guard beds operate in alternating adsorption/regeneration cycles. During regeneration, product ethylene heated to 100-140°C at 0.06-2.00 MPa desorbs water from the saturated molecular sieve, achieving residual water content of 2-6% in the regenerated sieve
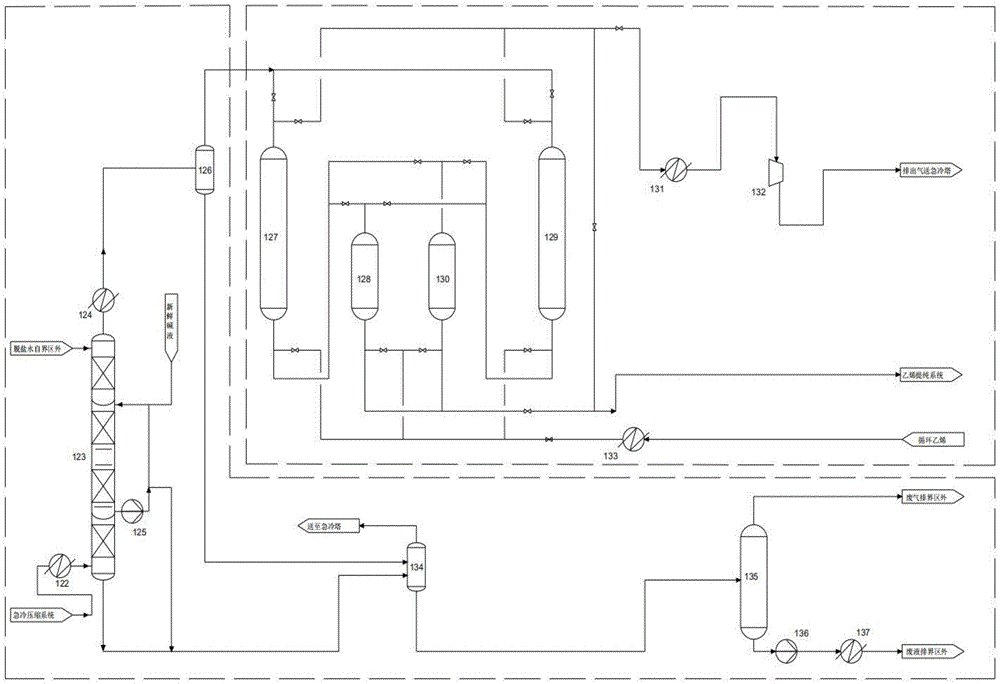
Figure 2 - TJU Ethanol Dehydration: Molecular Sieve Drying System PFD
This innovation eliminates nitrogen consumption, avoids contamination of the ethylene stream with external gases, reduces material waste, and improves environmental performance. The dried crude ethylene achieves water content below 1 ppm, far exceeding the 5 ppm specification required for downstream cryogenic separation.
Cryogenic Separation
- The dried crude ethylene enters a demethanizer column operating at 1.55-2.35 MPa with top temperature -83 to -56°C and bottom temperature -43 to -26°C. This column removes light components (methane, CO, hydrogen) which are sent to fuel gas recovery.
- The demethanizer bottom stream feeds a purification column (also called the C₂ splitter) operating at 1.55-2.35 MPa with top temperature -43 to -20°C and bottom temperature -29 to -9°C. This high-efficiency distillation column produces polymer-grade ethylene overhead with purity 99.95-99.96%, while heavy components (propylene, butylene, C₅+ compounds) exit the column bottom to fuel gas.
- Propylene refrigeration cycles provide the cryogenic cooling duty required for the separation columns, with multi-stage compression and refrigerant circulation integrated throughout the purification system.
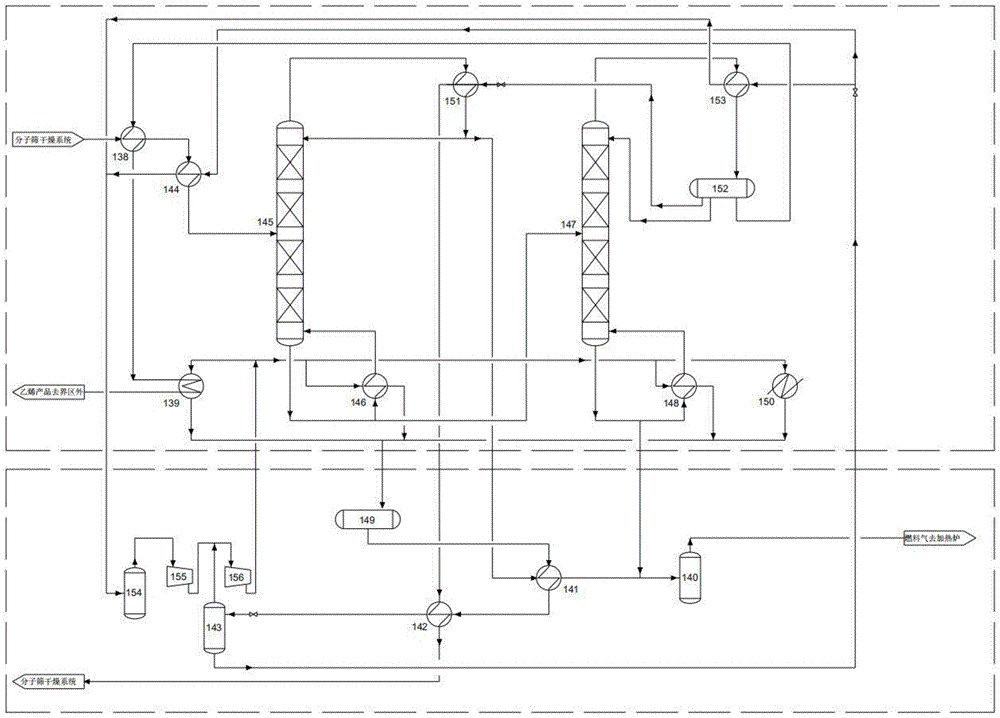
Figure 3 - TJU Ethanol Dehydration: Ethylene Purification Refrigeration System PFD.
Performance Characteristics
Conversion and Selectivity
The technology achieves ethanol conversion of 99.2-99.6% under optimized conditions, with ethylene selectivity of 99.4% at 250°C reaction temperature. Commercial operation at Xinjiang Tianye demonstrated 99.96% ethylene purity in the final product, meeting stringent polymer-grade specifications.
The high selectivity minimizes formation of undesired byproducts such as diethyl ether, acetaldehyde, higher olefins, and carbon oxides, simplifying downstream separation and improving overall process economics.
Energy Efficiency
The commercial process demonstrates industry-leading energy performance, consuming 1.55-1.57 tonnes of steam per tonne of ethylene produced. This specific energy consumption is significantly lower than naphtha steam cracking and competitive with other ethanol dehydration technologies.
Extensive heat integration recovers thermal energy from hot reactor effluent to preheat incoming ethanol feed, while the innovative molecular sieve regeneration using product ethylene eliminates external nitrogen heating requirements. These design features collectively reduce overall energy intensity.
Catalyst Life and Operational Stability
The phosphorus-modified ZSM-5 catalyst achieves catalyst regeneration cycles of 18+ months under continuous commercial operation, demonstrating excellent long-term stability. The P-modification suppresses coke formation and catalyst deactivation mechanisms that typically plague zeolite-based ethanol dehydration catalysts.
Commercial operation data from Xinjiang Tianye shows stable operation with large operational flexibility, maintaining consistent conversion and selectivity over extended campaigns without requiring frequent catalyst replacement or regeneration.
Commercial Deployment
Xinjiang Tianye Huixiang Project (2025)
On July 28, 2025, the 104,000 tonnes/year ethanol-to-ethylene unit at Xinjiang Tianye Huixiang New Materials Co., Ltd. achieved successful one-time startup and reached full-load operation, producing ethylene with 99.96% purity. This installation represents China's largest single-train ethanol dehydration unit and the first commercial deployment of domestically developed ethanol-to-ethylene technology at this scale. The unit is the core component of Xinjiang Tianye's 225,000 tonnes/year high-performance resin feedstock project.
Integration with Coal Chemical Value Chain
The ethanol feedstock for the Xinjiang Tianye plant is produced via coal-based synthesis routes (likely coal-to-syngas-to-ethanol pathways), representing a complete coal-to-ethylene-to-PVC integrated value chain. This integration achieves substantial reductions in energy consumption and environmental emissions compared to legacy acetylene-based PVC production (which remains an important industrial PVC pathway, but specifically and almost exclusively in China), supporting China's "dual carbon" strategic goals for industrial decarbonization.
Technology Differentiation and Strategic Significance
- Product ethylene-based molecular sieve regeneration: The use of product ethylene for regenerating water-saturated molecular sieves eliminates nitrogen consumption and associated costs, improves green production credentials, and simplifies process flowsheet compared to conventional nitrogen-based regeneration. This represents a unique feature not found in competing ethanol-to-ethylene technologies.
- Modified zeolite catalysts: Metal ion-exchanged and phosphorus-modified ZSM-5 catalysts offer high intrinsic activity with improved stability. The modifications address traditional weaknesses of zeolites (rapid coking) while retaining their superior acid site characteristics for selective ethanol dehydration.
- Energy efficiency: Specific steam consumption of 1.55-1.57 tonnes per tonne of ethylene represents best-in-class performance among ethanol dehydration technologies.
- China's first domestically developed commercial technology: Tianjin University's technology is entirely Chinese intellectual property, supporting national energy security and technology independence. The successful commercialization establishes China's international leadership in non-petroleum olefin production routes, providing a replicable and scalable model for transforming coal chemical industry toward higher-value, lower-emission products aligned with "dual carbon" strategies.
References
- Yanping H., Xiuqin D., Mengmeng L., & Yingzhe Y. A density functional theory study on ethylene formation and conversion over P modified ZSM-5 (Oct 13, 2014). Catal. Sci. Technol., 2015,5, 1093-1105
- Inventor: 张敏华, 龚浩, 董贺, 时锋, 余英哲. Chinese Patent CN115055132A: Production process and device for preparing ethylene by ethanol dehydration. Jun 15, 2022: Application filed by Tianjin University
- China's Largest Single-Train Ethanol Dehydration to Ethylene Unit Successfully Put into Production (Jul 24, 2025). Sohu
- Xinjiang Tianye's 250,000-tonne/year ethanol unit successfully put into production (Sep 18, 2024). China Science News
- China Science News. Xinjiang Tianye's 250,000-tonne/year ethanol plant successfully put into production (Sep 19, 2024). Dalian Institute of Chemical Physics, Chinese Academy of Sciences
- China's Largest Single-Train Ethanol Dehydration to Ethylene Unit Successfully Put into Production (Jul 24, 2025). Sohu
- Qian S. Shaanxi Daily: Shaanxi helps put into production the largest single ethanol dehydration and ethylene production unit in China (Jul 28, 2025). Shaanxi Province Website
- Yanbin D. News: China's ethanol-to-ethylene technology has achieved a major breakthrough, with the largest unit in the country successfully operating (Jul 30, 2025). Tianjin University