History of DAVY™ Methanol Technology
1905-1960: DAVY's methanol technology originated from Arthur G. McKee & Co. (established 1905), which evolved from a metallurgical engineering firm in Cleveland into a chemical process engineering company through mergers and expansions.
1960s: The foundation was established when ICI developed the revolutionary low-pressure methanol (LPM) process using copper-zinc catalysts, replacing high-pressure BASF technology with much milder operating conditions (5-10 MPa vs 25-35 MPa). ICI's KATALCO 51-1 catalyst became the industry standard.
1978-1985: Arthur G. McKee merged with Davy Corporation of London in 1978, forming Davy McKee Corporation in 1979. This created the engineering platform that would license and deploy ICI's methanol technology globally.
1985-2000s: From 1985, Davy Process Technology establishing itself as the dominant engineering contractor for methanol plants worldwide. Major projects included the world's first commercial methanol-to-gasoline plant in New Zealand.
2006: Johnson Matthey acquired Davy Process Technology for £40 million, creating synergies between Johnson Matthey's catalyst expertise (KATALCO) and Davy's process engineering capabilities.
Technology Overview
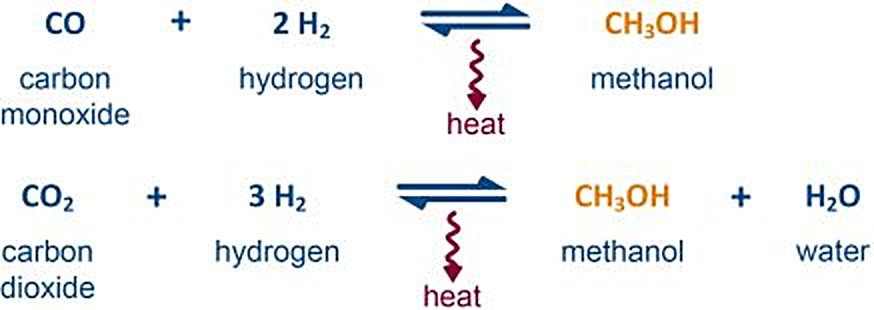
Johnson Matthey’s DAVY™ methanol synthesis process for converting synthesis gas (a mixture of hydrogen, carbon monoxide, and carbon dioxide) into methanol using copper-based catalysts under moderate temperatures and pressures.
Figure 1 - Methanol synthesis reactions in the DAVY Methanol process
The modern DAVY platform represents full vertical integration encompassing:
Process Technology: Multiple reactor configurations (Radial Steam-Raising Converter, Axial Steam-Raising Converter, Tube-Cooled Converter, CANs converters) optimized for different capacity ranges and operating conditions and allowing adaptation to different plant capacities and feedstocks (natural gas, coal, or biomass). Key technological elements include a synthesis loop for efficient syngas conversion, advanced heat integration for energy recovery, and purification systems for achieving high methanol purity.
Catalyst Supply: Proprietary KATALCO™ methanol synthesis catalysts, including advanced formulations like KATALCO 51-102, offering enhanced stability and extended operational lifetimes.
Engineering Services: Complete process design, technical review, commissioning support, and ongoing operational assistance for methanol plants worldwide.
Scale Capabilities: Technology proven for world-scale applications, with recent projects including plants up to 7,200 tonnes per day capacity - representing some of the largest single-train methanol plants globally.
Process Description
Feedstock Flexibility
The DAVY technology accomodates various types of feedstock:
- Natural Gas: Preferred feedstock due to low impurity levels and high hydrogen content, offering lowest energy consumption and operating costs
- Coal: Suitable for regions with abundant coal resources but limited natural gas availability. Requires enhanced gas purification systems
- Biomass: Can process biomass-derived syngas for sustainable methanol production
- Mixed Feedstocks: Capable of handling various combinations and compositions based on regional availability and economic considerations
Operating Conditions
The DAVY technology operates under moderate pressure and temperature conditions that represent significant improvements over earlier high-pressure processes:
- Pressure: 50-100 bar (typical range 76-80 bara)
- Temperature: 200-300°C (typical catalyst bed temperatures 220-280°C)
- Feed Gas Temperature: 200-250°C inlet, 220-260°C outlet
- Peak Temperature: Maintained below 285°C to prevent catalyst degradation
These conditions provide favorable reaction kinetics while maintaining acceptable methanol equilibrium concentrations and minimizing by-product formation.
Reactor Technologies
Johnson Matthey offers three distinct DAVY methanol synthesis reactor designs, each optimized for different operating requirements and heat removal strategies:
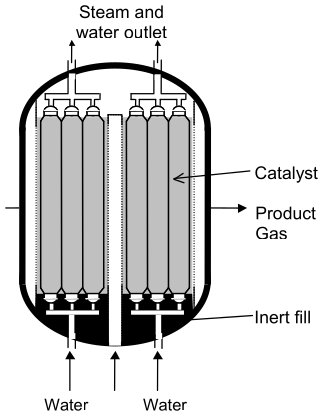
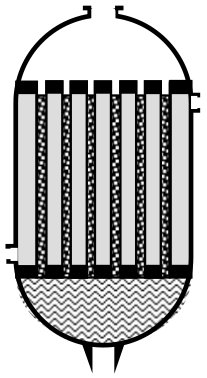
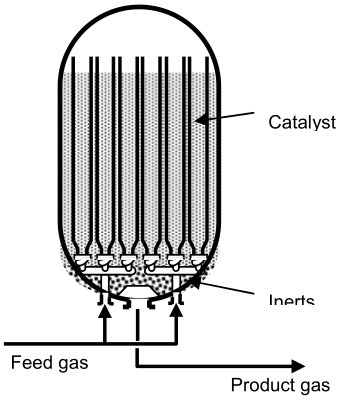
- Radial Steam-Raising Converter (R-SRC): The radial steam-raising converter features a radial flow design where catalyst is positioned outside the cooling tubes and steam is generated inside the tubes. Fresh feed gas enters at the bottom through a central perforated distributor pipe and flows radially outward through the catalyst bed. Water from a steam drum flows upward through the tubes where it is partially vaporized, effectively removing the heat generated by the exothermic reactions.
- Axial Steam-Raising Converter (A-SRC): In the axial flow design, catalyst is contained within tubes with boiling water on the outside. This arrangement provides excellent cooling of the catalyst bed and allows steam generation at maximum possible pressure without overheating the catalyst. However, this design requires thick tube sheets and limits maximum capacity to around 1,500 tpd, making it suitable primarily for applications requiring high heat transfer performance.
- Tube-Cooled Converter (TCC): The tube-cooled converter represents the simplest reactor design, using feed gas preheating to control catalyst bed temperatures. Fresh feed gas enters at the bottom and is preheated as it flows upward through tubes embedded in the catalyst bed. The heated gas then flows down through the catalyst where the methanol synthesis reaction occurs. This design offers lower capital costs and is particularly suitable for the SWITCH METHANOL™ low-carbon process.
Figure 2 - DAVY Methanol technology converter types
In addition, Johnson Matthey has developed a novel DAVY™ reactor design termed CANS™:
- CANS™ Technology: provides increased efficiency while significantly reducing vessel sizes, equipment count, and catalyst volumes. The new reactor system consists of modular catalyst containers providing modified reactant flow paths. This configuration delivers improved mass transfer and kinetics plus low pressure drops, enabling reactor intensification. Initially conceived for the DAVY/BP Fischer Tropsch (FT) technology, CANS reactors retain the original tubular fixed-bed configuration, modularity, easy scale-up and non-proprietary manufacture of our FT reactors, but with significantly improved performance.
Particularly for large plants there is an incentive to increase conversion in the loop and reduce circulation rate. The various types of converters may be used singly or in series and combined with any reformer technique as shown below:
Figure 3 - Methanol synthesis loop configurations
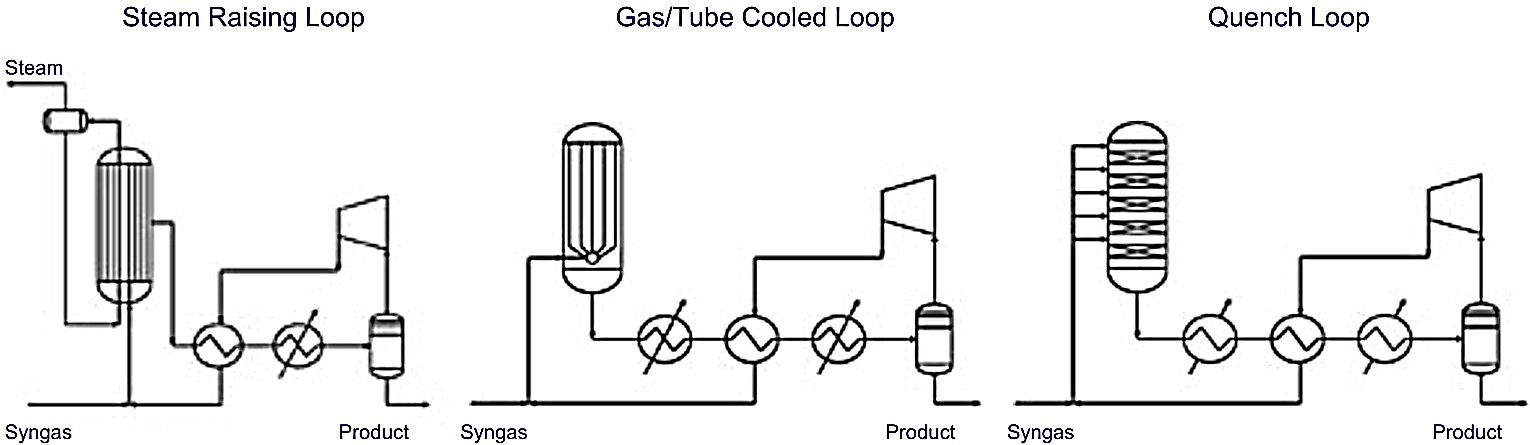
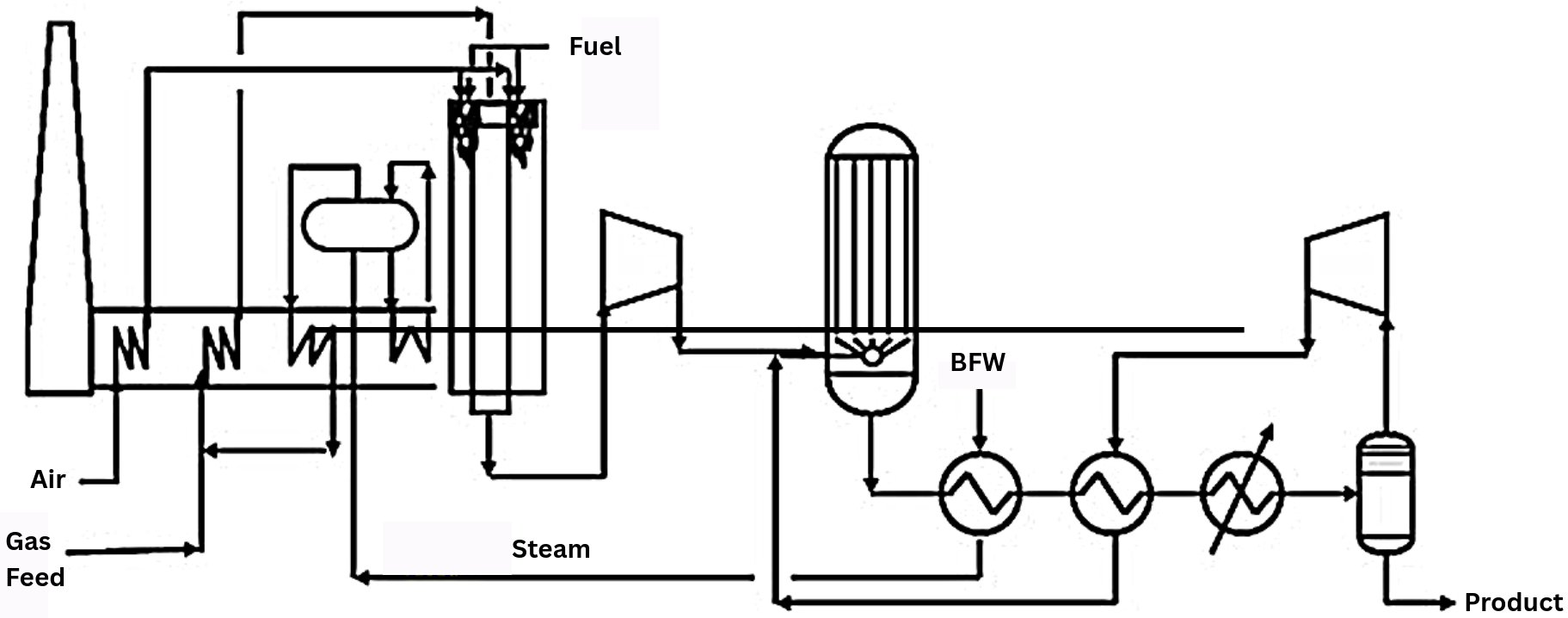
A simple Steam Reformer and Gas/Tube Cooled Converter Loop is shown in the flowsheet below:
Figure 4 - Steam Reforming with Tube Cooled Methanol Converter
Catalyst Technology
The DAVY process utilizes Johnson Matthey's KATALCO™ methanol synthesis catalysts, which are copper-zinc-based formulations with alumina and magnesia promoters, optimized for low-temperature operation to minimize by-product formation, extended catalyst life and which are available in multiple sizes for pressure drop optimization.
Process Configuration and Loop Design
The DAVY synthesis loop comprises several key components integrated into an optimized configuration:
- Synthesis Loop: Features a circulator and converter operating at controlled pressure and temperature conditions. The loop design accommodates various syngas compositions from different feedstock sources including natural gas, coal, and biomass.
- Heat Recovery: Reaction heat is efficiently recovered as steam and process water, which is directly utilized as process steam for upstream reforming operations. This integration significantly improves overall energy efficiency.
- Separation System: Crude methanol separation occurs through condensation in a topping column at the reactor outlet. Unreacted synthesis gas is recycled back to the reactor to maximize conversion efficiency.
- Purge System: A controlled purge removes inert gases (nitrogen, methane) and surplus hydrogen to prevent accumulation in the loop while maintaining optimal stoichiometric operation.
Process Flow Diagram
Figure 5 - Flow Sheet of a DAVY Methanol process integrated with Steam Methane Reforming
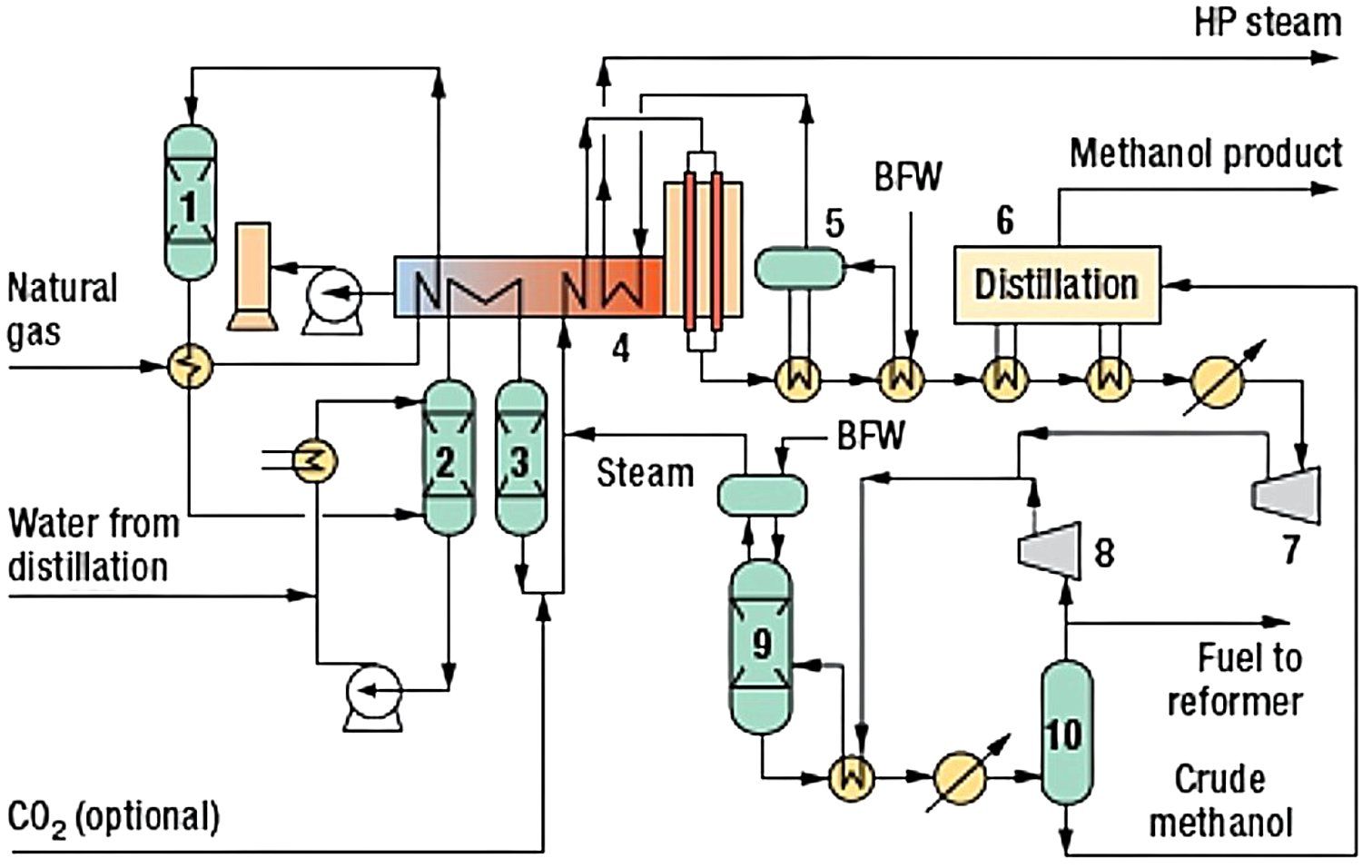
Legend: 1. Desulfurizer, 2. Saturator (optional), 3. Pre-refomer (optional), 4. Reformer, 5. HP steam generator, 6. Distillation system, 7. Compressor, 8. Circulator, 9. Converter, 10. Separator.
- Gas feedstock is compressed (if required), desulfurized (1) and sent to the optional saturator (2) where most of the process steam is generated. The saturator is used where maximum water recovery is important and it also has the benefit of recycling some byproducts.
- Further process steam is added, and the mixture is preheated and sent to the optional pre-reformer (3), using the Catalytic-Rich-Gas (CRG) process.
- Steam raised in the methanol converter is added, along with available carbon dioxide (CO2), and the partially reformed mixture is preheated and sent to the reformer (4).
- High-grade heat in the reformed gas is recovered as high-pressure steam (5), boiler feedwater preheat, and for reboil heat in the distillation system (6). The high-pressure steam is used to drive the main compressors in the plant. After final cooling, the synthesis gas is compressed (7) and sent to the synthesis loop.
- The loop can operate at pressures between 50 bar to 100 bar. The converter design does impact the loop pressure, with radial-flow designs enabling low loop pressure even at the largest plant size. Low loop pressure reduces the total energy requirements for the process. The synthesis loop comprises a circulator (8) and the converter (9) operates around 200°C to 270°C, depending on the converter type.
- Reaction heat from the loop is recovered as steam and saturator water, and is used directly as process steam for the reformer. A purge is taken from the synthesis loop to remove inerts (nitrogen, methane), as well as surplus hydrogen associated with non-stoichiometric operation. Also, the purge is used as fuel for the reformer.
- Crude methanol from the separator (10) contains water, as well as traces of ethanol and other compounds. These impurities are removed in a two-column distillation system (6). The first column removes light ends such as ethers, esters, acetone and dissolved noncondensable gases. The second column removes water, higher alcohols and similar organic heavy ends.
Downstream Processing
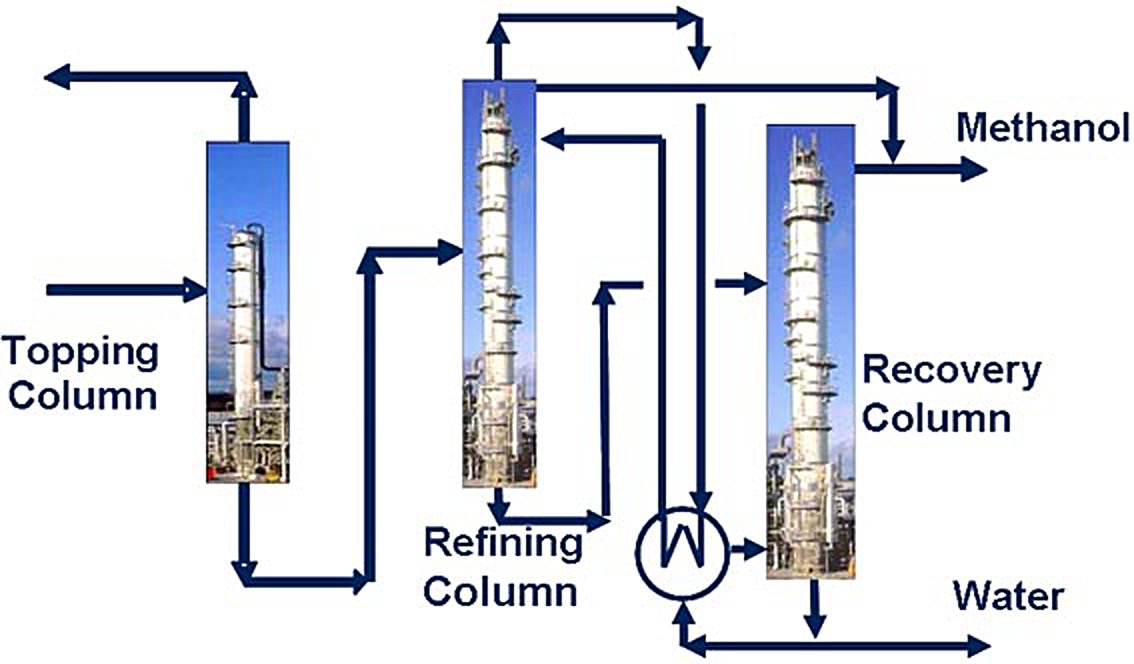
The process incorporates flexible distillation schemes (two or three-column systems) depending on desired methanol purity grades:
- Fuel grade methanol
- Grade "A" solvent-grade methanol
- Grade "AA" chemical-grade methanol (>99.85% purity)
Figure 6 - Three-Column Distillation Scheme at a 5,000 tonnes/day methanol plant in Trinidad
Technology Performance
The DAVY technology achieves the following performance:
- Methanol selectivity exceeding 99% minimizes waste and by-product formation
- Energy efficiency above 70%
- Advanced process design minimizes scope 1 emissions, with newer configurations like SWITCH METHANOL™ offering near-zero direct CO₂ emissions
- Comprehensive heat integration reduces overall energy consumption and emissions
- Novel CANS™ reactor technology provides increased efficiency whilst significantly reducing vessel sizes, equipment count and catalyst volumes.
Commercial Experience
As of 2025, Johnson Matthey operates 14 methanol plants in China alone with cumulative production capacity exceeding 1.8 million tonnes per year. Globally, the company has licensed methanol synthesis technology for multiple commercial installations across various countries.
References
- Encyclopedia of Cleveland History. Davy McKee Corp. Case Western Reserve University, Cleveland, Ohio.
- M.E. Sarvestani et al.. Feb 15, 2024. From catalyst development to reactor Design: A comprehensive review of methanol synthesis techniques. Energy Conversion and Management, Vol. 302, 2024, 118070, ISSN 0196-8904, DOI 10.1016/j.enconman.2024.118070.
- E.D. Batyrev. 2013. Thesis: Understanding the activity of Zn-Cu sites in methanol synthesis. UvA-DARE (Digital Academic Repository), University of Amsterdam.
(https://www.sciencedirect.com/science/article/pii/S0196890424000116)
- Johnson Matthey. Methanol synthesis - KATALCO heritage.
- Takeshi Sugiyama. May 1994. Master of Science in Technology and Policy: An Analysis of Alternative Fuels Promotion: The Case of Synthetic Gasoline Production in New Zealand. Massachusetts Institute of Technology.
- Davy Process Technology Ltd. Technical Bulletin: Methanol Technology. PDF Document dated Nov 22, 2007. (Retrieved via PDFCOFFEE)
- Johnson Matthey. CANS novel reactors technology.
- Johnson Matthey Process Technologies. 2014. Technical Bulletin: Katalco - Delivering world class methanol plant performance. (Retrieved via SCRIBD)
- Jack. Jun 10, 2018. Methanol Process by Davy Process Technology. Oil & Gas Process Engineering.
- National Energy Technology Laboratory. Department of Energy. Research > Carbon Management > Energy Systems > Gasification > Gasifipedia > 10.3. Syngas Conversion to Methanol
- Kar Chi YU. United State Patent US 10 640 440 B2: Methanol Process. Priority Date Dec 16, 2016. Assignee: Johnson Matthey Davy Technologies Limited.
- Terence James Fitzpatrick. United States Patent US 7,786,180 B2: Methanol Synthesis. Priority Date: May 9, 2006. Assignee: Johnson Matthey PLC.
- Abdulaziz Alraifi. 2016. PhD thesis: Modeling, Analysis and Optimization of the Gas-Phase Methanol Synthesis Process. Waterloo, Ontario, Canada.
- Fernando Andres Villarroel Contrebas. Sep 2024. Degree project in Sustainable Energy Engineering: Feasibility Analysis of Methanol Production Processes in the Oskarshamn harbor: Biomass to Methanol vs. Hydrogen and Carbon Conversion. KTH Vetenskap OCH Konst, Sweden.
- Madhan Janardhanan. Webinar: Benefits of new generation methanol synthesis catalyst in existing methanol plants. PDF document dated Jul 21, 2021. Johnson Matthey.
- Simon Robert Early et al.. World Patent WO 2019/008316 A1: Radial-flow reactor apparatus. Priority date: Jun 13, 2018. Filed by: Johnson Matthey Davy Technologies Limited.
- Johnson Matthey. SWITCH METHANOL technology.