Historical Development
Topsoe (formerly Haldor Topsøe) has been a pioneer in hydrogen production technology since 1940, with steam methane reforming (SMR) becoming the cornerstone of industrial hydrogen generation[2]. The company's tubular reformer technology evolved from early developments in the 1940s to become the industry standard for large-scale hydrogen production. Plant capacities have grown from initial small-scale units to modern facilities exceeding 200,000 Nm³/h (200+ MMscfd)[1][3][5].
Topsoe (formerly Haldor Topsoe) offers three principal process technologies for hydrogen production—SynCOR™, HTCR, and SMR—each suited to different plant capacities, feedstock flexibility, and project requirements[6]:
- SynCOR™ (Autothermal Reforming):
- Best for: Mega-scale hydrogen plants (very large capacities), blue hydrogen projects with high carbon capture requirements, and integrated syngas production for ammonia, methanol, and synfuels.
- Typical scale: >200,000 Nm³/h H₂ (world-scale, single-train plants).
- SMR (Steam Methane Reforming, Tubular Reformer):
- Best for: Medium to large-scale hydrogen production, especially when maximum flexibility in feedstock and steam export is desired.
- Typical scale: 15,000–200,000+ Nm³/h H₂.
- HTCR (Haldor Topsoe Convection Reformer):
- Best for: Small to medium-scale hydrogen plants, modular projects, and revamps where plot space, fast installation, and high thermal efficiency are critical.
- Typical scale: 5,000–50,000 Nm³/h H₂.
This review focuses on SMR process for hydrogen production.
Technology Overview
Topsøe's conventional SMR technology centers around the tubular reformer, a radiant wall steam reformer that converts hydrocarbon feedstocks into high-purity hydrogen. The tubular reformer operates as a side-fired or top-fired furnace containing catalyst-filled tubes where the primary reforming reactions occur.
Key technological features include:
- Radiant Wall Tubular Reformer: The heart of the process, operating at 800-950°C with advanced refractory linings
- Advanced Reforming Catalysts: Nickel-based formulations enabling low steam-to-carbon ratios
- High-Temperature Operation: Up to 950°C (1,740°F) outlet temperatures for maximum efficiency
- Feedstock Flexibility: Capable of processing natural gas, LPG, naphtha, and refinery off-gases
Chemical Reactions
The fundamental chemistry involves two primary reactions:
-
Steam Methane Reforming (Primary Reaction):
CH4 + H2O → CO + 3 H2 (ΔH=+206 kJ/mol)
-
Water-Gas Shift Reaction:
CO + H2O → CO2 + H2
Additional reactions include sulfur removal and methanation for final purification[1][5].
Detailed Process Flow
The standard Topsoe hydrogen production process follows this sequence, as illustrated in Fig. 1:
Figure 1 - Topsoe SMR Process Flow Sheet for Hydrogen Production[2]
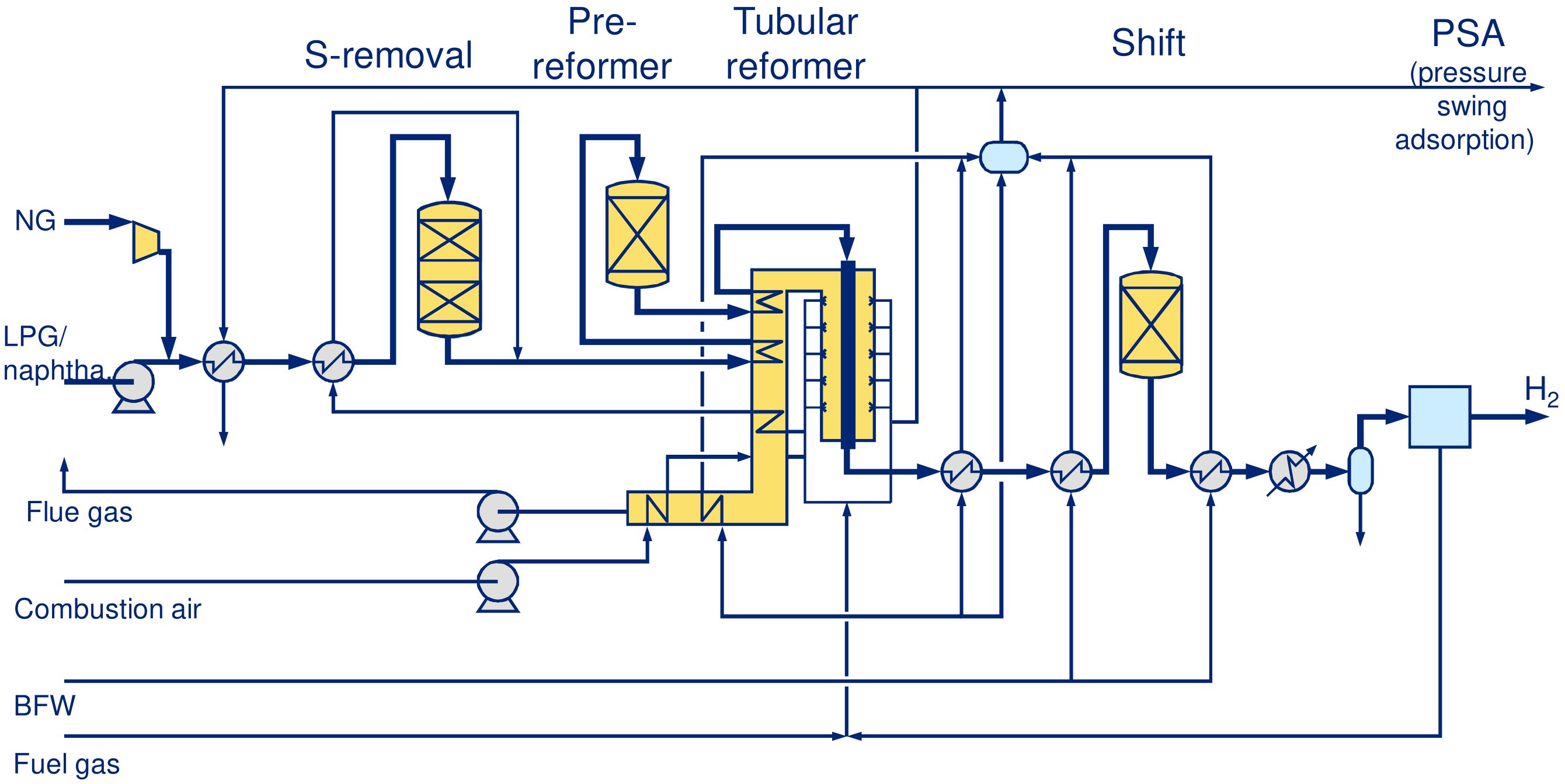
- Sulfur Removal (S-removal)
- Natural gas or LPG/naphtha feedstock enters the desulfurization section
- Organic sulfur compounds are hydrogenated and absorbed on zinc oxide beds
- Sulfur content reduced to <0.1 ppm to protect downstream catalysts[1]
- Pre-reformer
- Mixed feedstock and steam undergo initial reforming
- Higher hydrocarbons are converted to methane, hydrogen, and carbon oxides
- Enables higher heat flux in the main tubular reformer[7]
- Tubular Reformer
- The centerpiece of the process where primary steam reforming occurs
- Side-fired radiant wall design with catalyst-filled tubes
- Operating temperature: 800-950°C
- Steam-to-carbon ratio: typically 2.5-3.0
- Achieves >90% methane conversion[3][5]
- Shift Conversion
- Medium-temperature shift reactor converts CO to additional H₂
- Copper-based catalysts used for low by-product formation
- Further increases hydrogen yield[1][7]
- PSA Purification
- Pressure Swing Adsorption separates high-purity hydrogen
- Achieves 99.5-99.999+% hydrogen purity
- Off-gases recycled as fuel to the tubular reformerr[3][5]
- Heat Integration
- Flue gas from tubular reformer provides heat recovery
- BFW (Boiler Feed Water) generates process steam
- Combustion air preheating improves thermal efficiency
- Fuel gas consists of PSA off-gas supplemented with natural gas
Process Efficiency and Yields
Performance Metrics:
- Methane Conversion: >90% in tubular reformer
- Hydrogen Purity: Up to 99.999+%
- Energy Efficiency: 2.96-3.13 Gcal/1,000 Nm³ H₂ (315-333 MM Btu/scf H₂)[1][5]
- Typical Product Composition: 75.5% H₂, 17.9% CO, 4.9% CO₂, 1.7% CH₄ (dry basis)
Advanced Operating Conditions:
- High outlet temperatures (up to 950°C) maximize conversion
- Low steam-to-carbon ratios (2.5) reduce equipment size and energy consumption
- Advanced steam reforming achieves 94% of theoretical efficiency[7]
Process Economics
Investment and Operating Costs:
- Natural gas feedstock typically represents 65% of total operating costs at $4/MM BTU
- Tubular reformer design optimized for lowest capital investment
- High thermal efficiency reduces fuel consumption
- Modular design options available for smaller capacities
Modern Revamp Option: HTER Technology
For existing hydrogen plants requiring capacity increases, Topsøe offers the HTER (Haldor Topsøe Exchange Reformer) as a revamp solution (Fig. 2)[1][4][8]:
Figure 1 - Schematic layout of an HTER revamp solution[1]
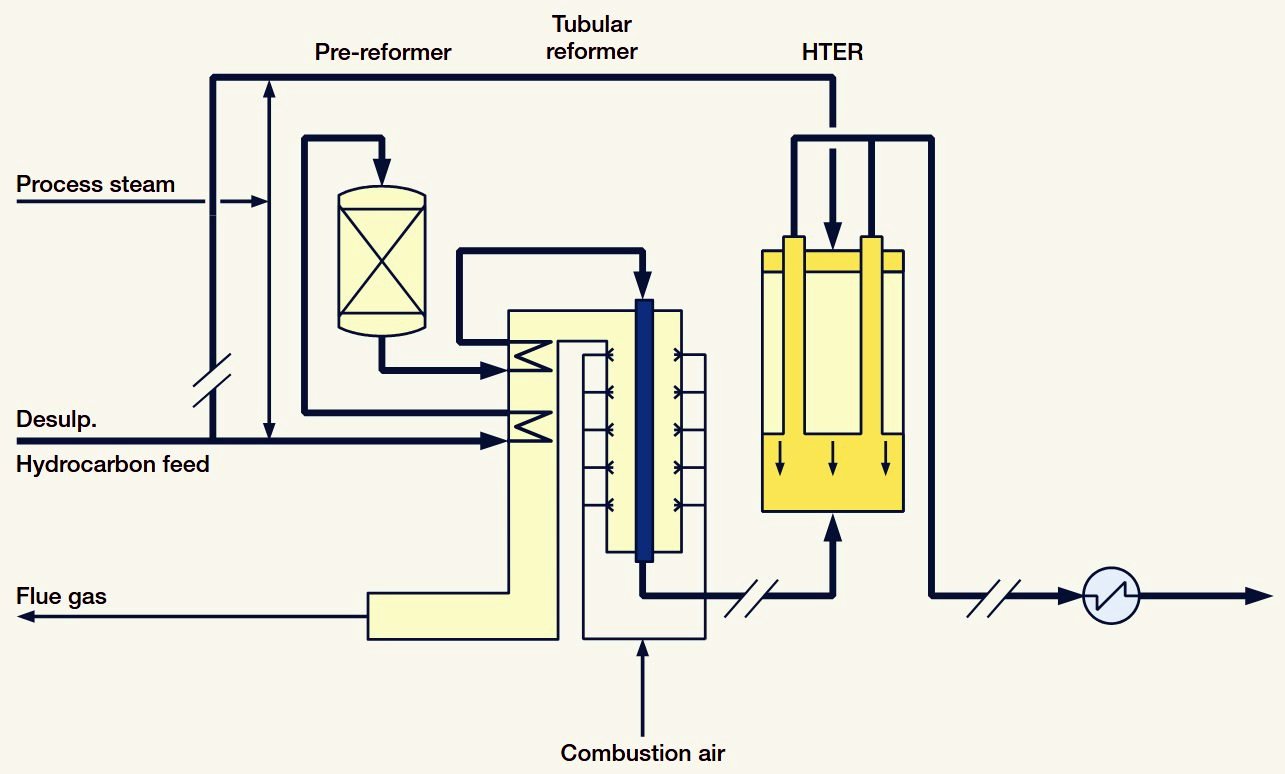
- Capacity Increase: Up to 25-30% additional hydrogen production
- Integration: Installed in parallel or integrated with existing tubular reformer
- Economics: Investment cost ~60% of new plant for equivalent capacity
- Energy Efficiency: Utilizes hot process gas from tubular reformer effluent
- Proven Experience: Successfully implemented in multiple facilities worldwide
Commercial Experience
Topsøe's tubular reformer technology has extensive global deployment, supplying hydrogen production technology to refineries, petrochemical plants, and ammonia facilities worldwide:
- Global: Hundreds of tubular reformer installations ranging from 5,000 to 200,000+ Nm³/h
- Revamps: Multiple HTER installations including 110→137 MMscfd capacity increase in Asia[1]
References
- Jack Heseler Carstensen, Oct 2010, Additional hydrogen production by heat exchange steam reforming, Digital Refining.
- Aldo Peiretti, 9th Oct 2013, Haldor Topsøe Catalyzing your Business, Jornada sobre Gas de Síntesis y sus Derivados – Instituto Petroquimico Argentino (IPA).
- Jack, 20th Jun 2018, Hydrogen, steam methane reform (SMR) Process by Haldor Topsøe A/S, Oil & Gas Process Engineering.
- Jack, 17th Jun 2019, Hydrogen HTER-p Process by Haldor, Oil & Gas Process Engineering.
- Jack, 17th Jun 2019, Hydrogen Steam Methane Reforming (SMR) Process by Haldor, Oil & Gas Process Engineering.
- topsoe.com > processes > hydrogen (accessed 24th Jun 2025)
- Niels, R. Udengaard, Hydrogen Production by Steam Reforming of HC by Topsoe, Prepr. Pap.-Am. Chem. Soc., Div. Fuel Chem. 2004, 49(2), 906.
- topsoe.com > our resources > knowledge > our products > equipment > heat exchange reformer hter (accessed 24th Jun 2025)



















