Technology Origin and Evolution
Eastman’s PRT traces its roots to methanolysis, a depolymerization process first applied in the 1970s for recycling polyester films. Over three decades, the company refined this technology, culminating in proprietary innovations documented in U.S. Patent 5,576,456 (staged reactor design) and WO 99/20684 (transesterification integration). Recent advancements, such as WO2021126939A1 (crystallization-based purification replacing distillation), further optimize efficiency and yield.
PRT diverges from traditional glycolysis (using ethylene glycol) by emphasizing methanol as the solvent, enabling direct compatibility with both terephthalic acid (TPA) and DMT-based polyester production lines . This flexibility aligns with Eastman’s circular economy goals, as PRT processes hard-to-recycle PET waste—including colored bottles, textiles, carpets, and reclaimer rejects—while bypassing mechanical recycling limitations .
Working Principle and Chemistry
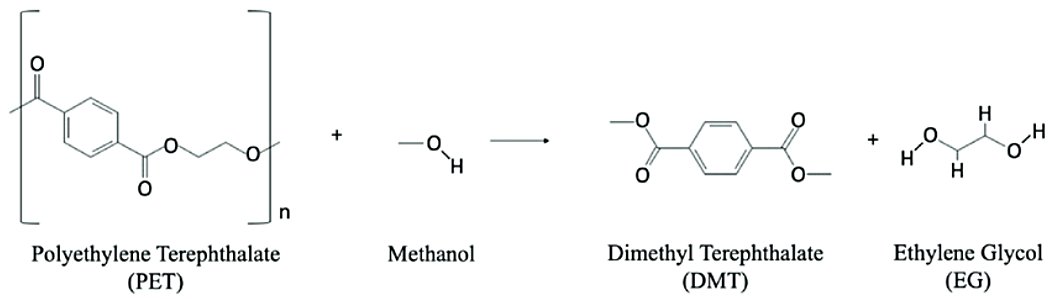
PRT chemically recycles polyethylene terephthalate (PET) and other polyesters by reacting them with superheated methanol vapor (220–300°C, 10–80 bar). The process cleaves ester bonds in PET, breaking it into its constituent monomers: dimethyl terephthalate (DMT) and ethylene glycol (EG).
Figure 1 - PET Methanolysis Reaction
The reaction occurs in a staged column reactor (U.S. Patent 5,576,456) where superheated methanol vapor is continuously passed through molten polyester. Catalysts (e.g., manganese, zinc, or titanium compounds) accelerate depolymerization, achieving near-complete conversion of PET to monomers. Side products, including oligomers and diethylene glycol, are minimized through precise temperature control and methanol-to-polyester ratios (3:1 to 5:1 by weight).
A critical innovation from WO 99/20684 introduces a transesterification step post-depolymerization, where purified DMT and EG are converted into low-molecular-weight polyesters like bis(2-hydroxyethyl) terephthalate (BHET). This eliminates the need to recycle intermediate "half-esters" back into the reactor, streamlining purification and enabling direct compatibility with both terephthalic acid (TPA) and DMT-based polyester production lines.
Figure 2 - DMT Transesterification with Ethyleneglycol into BHET

Plant Configuration and Innovations
A typical PRT facility includes the following core systems:
- Feedstock preparation: Mixed polyester waste is shredded, melted, and mixed with oligomers (e.g., ethylene glycol and DMT) to form a homogeneous slurry, enhancing tolerance to contaminants like PVC or polyolefins.
- Depolymerization reactor: A multi-stage column reactor (U.S. Patent 5,576,456) separates vaporized monomers (DMT/EG) from high-boiling impurities. A rectifier (partial condenser) returns oligomers to the reactor for further breakdown, maximizing monomer recovery.
- Crystallization Unit (WO2021126939A1): Crude DMT/EG mixture is cooled to crystallize DMT, which is washed and dried. Residual EG is purified via vacuum distillation and recycled.
- Transesterification reactor: Purified DMT and EG are converted into BHET, a precursor for virgin PET synthesis, in a secondary reactor (WO 99/20684).
- Energy and methanol recovery: Heat exchangers transfer waste heat from exothermic depolymerization to preheat methanol, reducing energy intensity by 35–40% compared to distillation-based systems. Up to 90% of methanol is recycled, lowering operational costs.
Efficiency and Yields
- Monomer recovery: 80–90% of input polyester is converted to DMT and EG, with losses attributed to non-PET contaminants (e.g., PVC, polyolefins).
- Energy intensity: 35–40% lower than distillation-based purification due to crystallization and heat integration.
- GHG Reduction:
- 20–30% lower emissions at the intermediate level (vs. fossil-based feedstocks) .
- 20–50% overall reduction when avoiding incineration/landfilling .
- Methanol recycling: ≥90% recovery rate minimizes raw material consumption.
Capacity and Scalability
Eastman’s Kingsport molecular recycling facility is designed to process 110,000 metric tons of polyester waste annually at steady-state capacity. The plant began generating revenue in early 2024 and achieved sustained operating rates of ~70% capacity by mid-2024. While Eastman resolved a mechanical issue in July 2024 and continues ramping production toward its full capacity target, current output remains below nameplate levels.
The facility’s design details, including the number of reactors or process units, are not publicly disclosed. However, industry analyses confirm the plant employs a modular configuration, enabling phased commissioning and scalability. Eastman’s patents (e.g., EP1023369B1) explicitly describe modular reactor designs adaptable to capacities of 50,000–200,000 metric tons/year, contingent on feedstock availability. This modularity aligns with the phased ramp-up observed at Kingsport, where full capacity depends on completing all planned infrastructure.
A key technical limitation is feedstock sensitivity: non-polyester contaminants (e.g., PVC, polyolefins) require extensive pretreatment, increasing capital and operational costs.
References
- U.S. Patent 3,776,945 (polyester methanolysis)
- U.S. Patent 5,576,456 (staged reactor design).
- WO 99/20684 (transesterification integration).
- EP1023369B1 (purification improvements).
- WO2021126939A1 (crystallization-based purification)
- Joseph Johnson, 9th Sep 2024, Revolutionizing Plastic Sustainability: Eastman's Polyester Renewal Technology (PRT), LinkedIn article.
- Thunder Said Energy, 30th Aug 2024, Eastman: molecular recycling technology?
- Eastman > Sustainability > Environmental > Circularity > Circular Solutions > Polyester renewal technology. (accessed 2nd Jun 2025)
- Patricia Granados et al., 5th Jan 2022, LCA summary report for Eastman methanolysis technology (North America)




















