Technology Ownership
Throughout its development history, Lummus Technology has undergone several ownership transitions that have influenced the technology's evolution and commercialization:
- Originally part of the independent Lummus Company, the technology became part of ABB Lummus Global following ABB's acquisition in the early 2000s.
- Subsequently, ABB divested Lummus Global to Chicago Bridge & Iron Company (CB&I) in 2007 for an enterprise value of $950 million.
- The technology portfolio was later acquired by McDermott International following its acquisition of CB&I, becoming McDermott's Lummus Technology division.
- Most recently, in 2020, Lummus Technology was sold to a joint partnership between Haldia Petrochemicals Ltd. and Rhône Group for $2.725 billion.
Technology Summary
The Lummus SRT® (Short Residence Time) steam cracking technology is designed to maximize ethylene production efficiency through precisely controlled short residence times, optimal temperature profiles, and advanced pressure management.
The process comprises three main sections:
- the pyrolysis furnace system
- rapid quenching and heat recovery system
- downstream fractionation and purification systems.
The core innovation lies in the SRT® furnace design featuring a unique multi-pass coil configuration that minimizes coke formation while maintaining optimal heat transfer. Small-diameter inlet tubes maximize surface area where coking is minimal, transitioning to larger outlet tubes where coking propensity is higher.
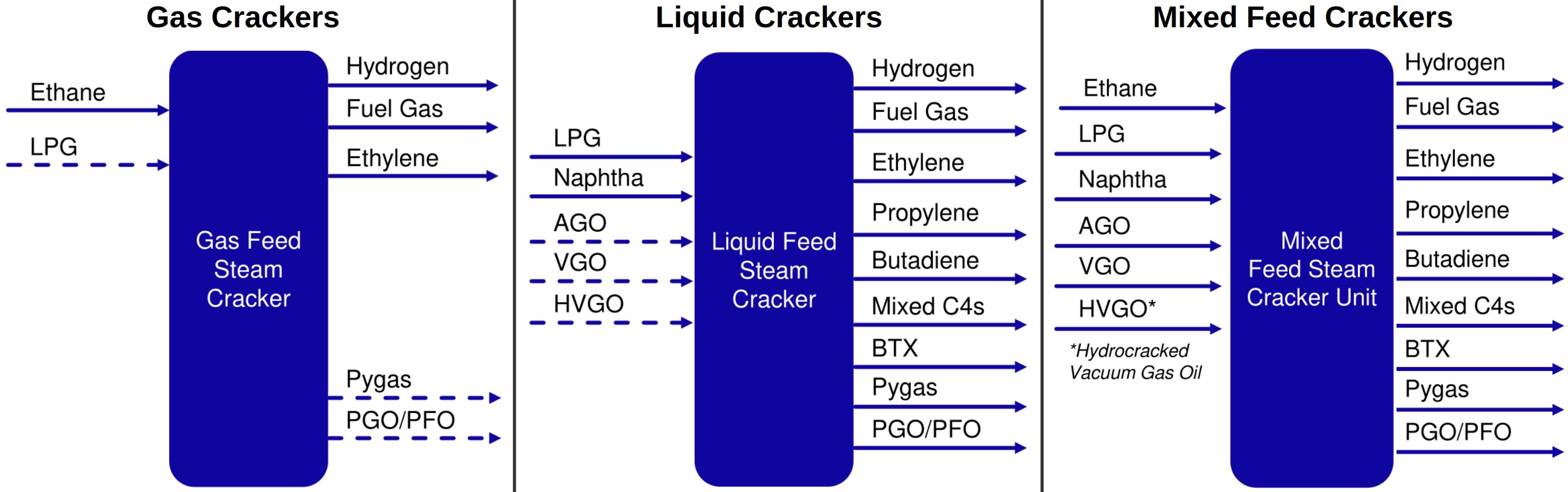
The technology offers flexibility in processing feeds ranging from light hydrocarbons (ethane, propane) to heavy liquids (naphtha, gas oil).
Figure 1 - Craker Types: Gas Crackers, Liquid Crackers, Mixed-Feed Crackers[10]
Sophisticated control systems automatically adjust operating parameters based on real-time feedstock composition analysis, optimizing coil outlet temperature, steam-to-hydrocarbon ratios, and residence time.
Modern installations achieve thermal efficiencies exceeding 94% through comprehensive heat integration. Advanced heat recovery systems include primary and secondary Transfer Line Exchangers (TLEs), high-efficiency convection sections, and integrated steam systems. Gas turbine integration can reduce specific energy consumption by approximately 25% while providing reliable on-site power generation.
Technology Evolution
The fundamental concept behind the SRT® designation stems from the technology's emphasis on achieving optimal ethylene yields through precisely controlled short residence times combined with high reaction temperatures, typically in the range of 750-850°C.
- The first-generation SRT-I furnace was commercialized in 1965.
- The SRT-II furnace, developed in the late 1960s, featured a 4-2-1-1-1-1 six-pass coil configuration with internal diameters ranging from 63mm for the first pass to 151mm for subsequent passes, achieving residence times of approximately 0.47 seconds.
- The SRT-III furnace, developed in the late 1970s, implemented a 4-2-1-1 four-pass configuration with optimized coil dimensions and reduced residence time to 0.38 seconds.
The most commercially successful generations include the SRT-III, SRT-V, SRT-VI, and SRT-VII furnaces.
- The SRT-VI design incorporated significant improvements in radiant coil support systems, simplified coil layout arrangements, and enhanced hearth firing capabilities, with the ability to achieve up to 100% hearth firing for improved heat flux distribution.
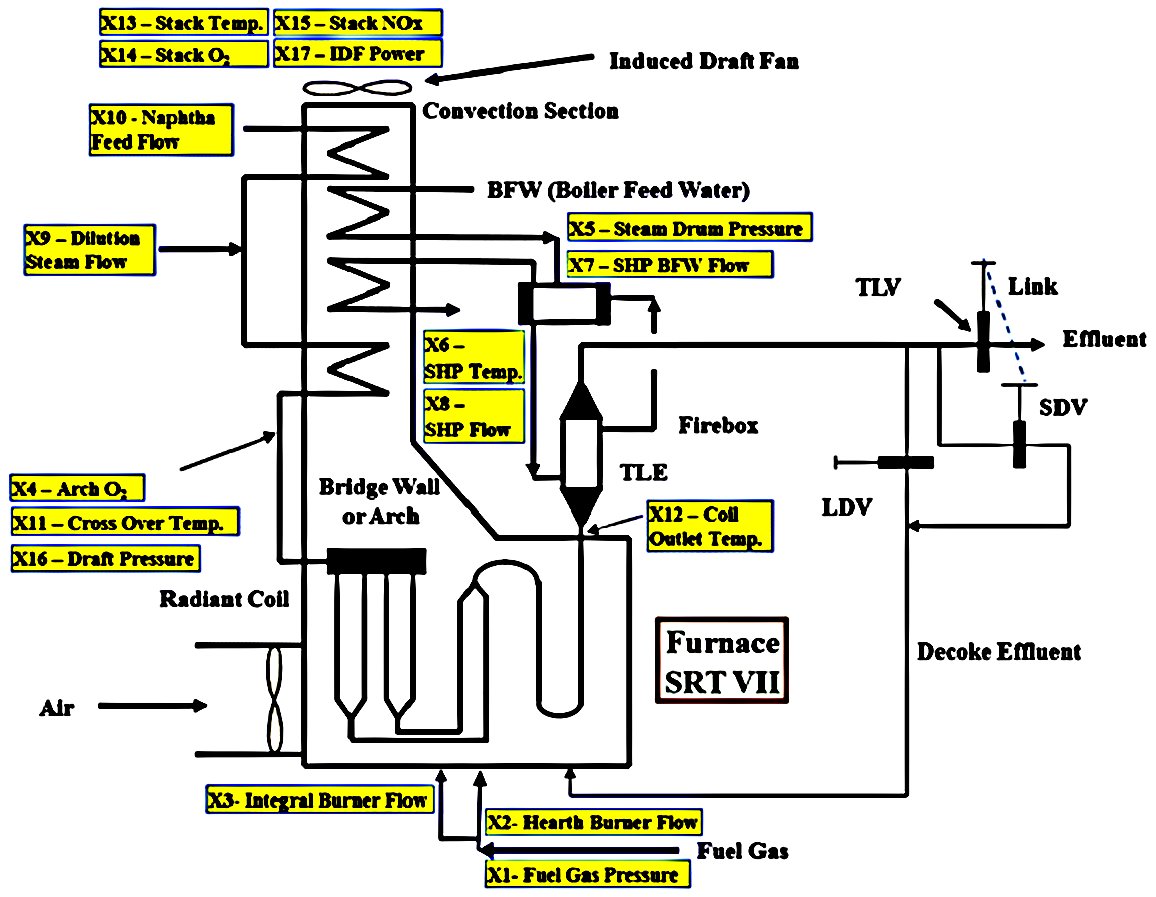
- The latest SRT-VII generation represents the current state-of-the-art technology, offering the highest ethylene yields across all feedstock types while maintaining exceptional operational reliability and extended run lengths.
Figure 2 - SRT-VII Furnace from an Olefin Plant showing 17 Process Variables collected for an Ethylene Yield Regression Analysis[11]
Detailed Process Description
Feedstock Preparation and Preheating
The process begins with feedstock receiving and preparation systems that can accommodate various hydrocarbon feeds ranging from ethane and propane to heavy naphtha and gas oil:
- Liquid feedstocks undergo initial heating in the convection section of the SRT® furnace, where they are progressively heated to their respective optimal cracking inlet temperatures. The SRT® technology employs multi-point steam injection strategies, with primary steam injection used for lighter feedstocks and secondary injection systems implemented for heavier feeds requiring enhanced dilution ratios.
- The convection section operates with multiple heating zones designed to optimize heat recovery from the furnace flue gases while preheating the process streams. For SRT-VI and later generation furnaces, the convection section also includes high-pressure steam superheating capabilities, eliminating the need for separate steam superheating furnaces and improving overall plant thermal integration.
- Temperature control throughout the preheating section is maintained through advanced control systems that monitor feedstock composition and adjust heating profiles accordingly to prevent pre-cracking or coking in the convection tubes.
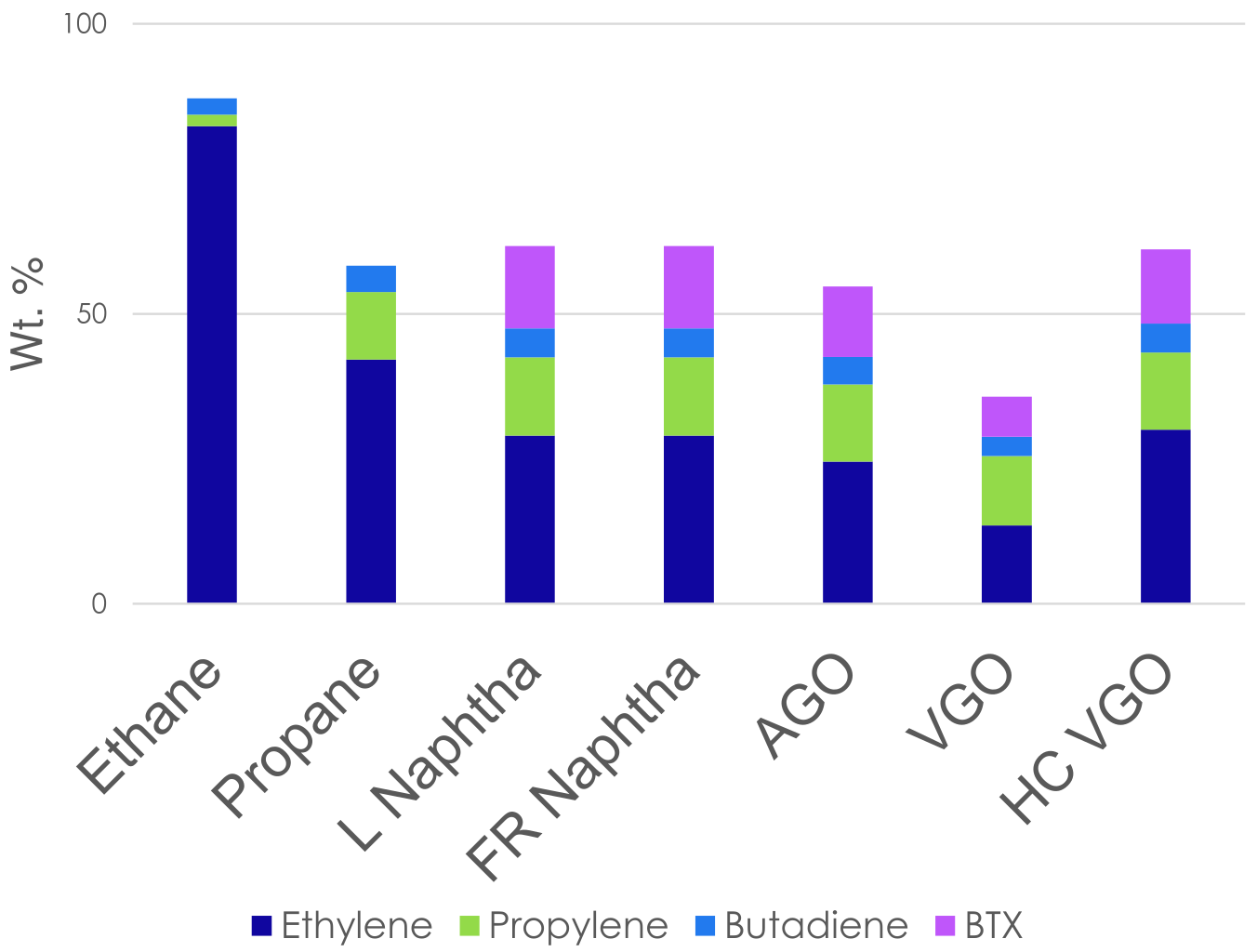
Figure 3 - Typical Pyrolysis Yields Depending of Feed Type[10]
Radiant Section Cracking
- The preheated feedstock and steam mixture enters the radiant section of the SRT® furnace, where the primary cracking reactions occur under precisely controlled conditions.
- The SRT® furnace radiant section typically features a vertical cylindrical or rectangular firebox design with burner arrangements optimized for uniform heat flux distribution. Modern SRT® designs predominantly utilize hearth firing, with hearth burners providing 80-100% of the total heat input, supplemented by side wall burners as required for specific feedstock processing requirements.
- The radiant coil configuration represents the core innovation of SRT® technology, utilizing multi-pass designs that optimize residence time and heat transfer characteristics. The most common configurations include 4-1, 5-1, 6-1, or more complex arrangements such as 16-4, 20-4, or 24-4 systems, where multiple small-diameter inlet tubes converge into fewer large-diameter outlet tubes. This configuration maximizes heat transfer surface area where coking propensity is low while minimizing pressure drop and coke formation impact where coking tendencies are highest.
- Coil outlet temperatures typically range from 800°C to 850°C depending on feedstock type and desired severity levels, with residence times optimized to achieve maximum ethylene selectivity. The SRT® design maintains residence times in the range of 0.2 to 0.5 seconds, significantly shorter than conventional designs, which contributes to improved selectivity and reduced secondary reaction products. Advanced furnace control systems continuously monitor and adjust coil outlet temperatures, steam dilution ratios, and firing patterns to maintain optimal cracking conditions throughout the furnace run cycle.
Transfer Line Exchanger Systems
Immediately upon exiting the radiant coils, the high-temperature cracked gas stream enters the Transfer Line Exchanger (TLE) system, where rapid quenching occurs to halt secondary reactions and recover valuable heat content.
- The SRT® technology employs proprietary TLE designs developed in cooperation with Schmidtsche Schack-ARVOS, including the innovative "Bath Tub" and "Quick Quencher" configurations.
- The Quick Quencher TLE represents a particularly advanced design innovation, featuring ultra-rapid residence times of approximately 10 milliseconds and the capability to connect up to 12 TLE tubes to a single furnace coil. This multi-tube configuration incorporates aerodynamic ceramic inserts that ensure uniform gas flow distribution while minimizing coke formation. The Quick Quencher design enables cooling of the process gas from approximately 850°C to 350°C in milliseconds, effectively preventing secondary reactions that would otherwise reduce ethylene yield.
- Primary TLEs in SRT® installations are designed as single-stage, multiple-tube heat exchangers that cool the effluent from coil outlet temperature to an economically optimized approach to superhigh-pressure (SHP) steam saturation temperature. This design philosophy, utilizing single-stage rather than two-stage TLE arrangements, provides equivalent heat recovery performance while reducing mechanical complexity and capital costs.
- The TLE systems generate SHP steam at pressures typically ranging from 100 to 120 bar, which provides motive force for the major plant compressors while contributing to overall plant energy integration.
Compression and Separation Systems
Following the primary quenching in the TLE systems, the cracked gas enters the quench tower where direct contact cooling with recirculating quench water completes the cooling process and separates heavy pyrolysis gasoline products.
- The quench water system operates in a closed-loop configuration, with heated quench water from the tower passing through multiple heat exchangers to transfer heat to process streams requiring low-level heating before returning to the quench tower.
- The cooled gas stream subsequently enters a multi-stage compression system, typically featuring three-stage centrifugal compressors with inter-stage cooling to maintain optimal compression efficiency while minimizing fouling tendencies. The compression section incorporates acid gas removal systems, usually employing caustic towers to remove CO2 and H2S formed during the high-temperature cracking process. Advanced SRT® installations may include wet air oxidation systems for spent caustic treatment to minimize environmental impact.
- Prior to entering the cryogenic separation section, the compressed gas undergoes dehydration using molecular sieve dryers to prevent ice formation at the low temperatures encountered in downstream processing. The dried gas then enters progressively colder sections of the cold box, where separation of hydrogen, methane, ethylene, ethane, and heavier components occurs through a series of distillation columns operating at different temperature and pressure levels.
Cryogenic Fractionation
The cryogenic section represents the final major processing stage where the various components of the cracked gas are separated into individual product streams.
- The system typically employs propylene and/or ethylene refrigeration systems to provide the required cooling duties at multiple temperature levels.
- Hydrogen separation occurs at the coldest point in the system, with purification through pressure swing adsorption (PSA) systems to produce high-purity hydrogen suitable for hydrogenation reactions or use as clean fuel.
- Acetylene removal represents a critical processing step, accomplished through selective hydrogenation over specialized catalyst systems to convert acetylene to ethylene, thereby increasing overall ethylene yield while ensuring product purity specifications are met.
- The main fractionation sequence includes demethanization, de-ethanization, and final ethylene purification in super fractionators designed to produce polymer-grade ethylene with purities exceeding 99.9%.
- Unconverted ethane from the ethylene purification system is typically recycled back to the furnace system, either through direct recycle or through intermediate processing depending on plant configuration and economic optimization.
- Heavier components including propylene, butenes, and C5+ pyrolysis gasoline are recovered as valuable co-products, with propylene purification achieved through dedicated splitter columns designed to produce polymer-grade or chemical-grade propylene specifications.
Performance Parameters
Lummus SRT® steam cracking technology's performance parameters encompass yield optimization, energy efficiency, run length capability, and environmental performance.
Ethylene Yield
The family of high capacity SRT® pyrolysis furnace modules are designed for short residence time and low pressure drop, which maximizes olefins yield, with the latest-generation SRT-VII providing the highest yield for all feedstocks.
Energy Efficiency
- Modern installations achieve overall thermal efficiencies exceeding 94%.
- Specific energy consumption for ethylene production typically ranges from 28-32 GJ per metric ton of ethylene, depending on feedstock type and plant configuration.
- Energy performance benefits from comprehensive heat integration, including high-efficiency convection sections, optimized TLE designs, and integrated steam systems that maximize energy recovery throughout the process.
Run Length
- With SRT® furnaces, typical run lengths range from 45-80 days for liquid feedstock operations and can extend to 90-120 days for ethane cracking applications.
- The technology's run length performance results from advanced coil metallurgy, optimized heat flux profiles, and sophisticated coking mitigation strategies including optional on-line decoking capabilities developed in partnership with BASF.
Pressure Drop
- SRT® coil designs are optimized to minimize pressure increases throughout the furnace cycle. The multi-pass coil configuration with progressively increasing tube diameters effectively manages pressure drop buildup while maintaining optimal residence time distribution.
- Advanced SRT® installations incorporate pressure drop monitoring and predictive maintenance capabilities that enable operators to optimize furnace performance throughout the operating cycle.
Environmental Performance
- NOx emissions typically maintained below 50 mg/Nm3 through advanced burner technologies and optional selective catalytic reduction systems.
- CO2 emissions performance varies with feedstock composition and energy integration, with ethane cracking installations producing approximately 1.3-1.8 tons of CO2 per ton of ethylene produced.
Economic Performance
CAPEX
Capital expenditure requirements for SRT®-based ethylene plants vary significantly with plant capacity, feedstock flexibility, and integration complexity:
- World-scale ethane crackers typically requiring investments in the range of $1,500-2,500 per annual metric ton of ethylene capacity.
- Capital efficiency benefits from design innovations including simplified coil support systems, reduced equipment count through single-stage TLE configurations, and modular furnace designs that enable standardized construction approaches.
- Advanced SRT® installations featuring the SRT-X firebox design can achieve single furnace capacities exceeding 300,000 metric tons per year of ethylene, reducing the number of required furnaces and associated infrastructure for large-scale plants. This capability provides particular advantages for capacity expansion projects where plot space limitations constrain conventional multi-furnace approaches.
OPEX
Operating cost performance demonstrates significant advantages through optimized utility consumption, extended run lengths, and reduced maintenance requirements:
- Variable operating costs typically range from $50-150 per metric ton of ethylene produced, depending on feedstock costs, utility prices, and byproduct credit values.
- The technology's energy efficiency translates directly to reduced fuel gas consumption and lower CO2 emissions, providing both cost savings and environmental benefits.
- The SRT® technology's extended run length capability reduces the frequency of expensive turnaround operations while advanced coil support systems minimize mechanical stress and thermal cycling effects.
- Maintenance cost optimization results from advanced materials selection, improved coil designs, and predictive maintenance capabilities. Optional on-line decoking capabilities can further extend operational periods and reduce maintenance intervention requirements.
Revenue Optimization
Revenue optimization through byproduct flexibility represents an additional economic advantage, particularly for installations processing mixed feedstocks or operating in markets with dynamic demand patterns. The technology's ability to adjust product slates through severity control and feedstock selection enables operators to respond to changing market conditions and optimize revenue generation across the full product portfolio.
Commercial Experience
As of 2021:
- Lummus Technology has licensed 120 ethylene plants worldwide other more than 5 decades.
- Of the total 127 ethylene plants constructed since 2001 worldwide, 51% (i.e. 65 plants) adopted the Lummus technology.
References
- ABB. Aug 27, 2007 Press Release: ABB sells Lummus Global to CB&I.
- McDermott. May 10, 2018 Press Release. McDermott Completes Combination with CB&I.
- McDermott. Mar 8, 22021 Press Release: McDermott Reinforces Technology Focus, Completes Minority Investment in Lummus Technology.
- Lummus Technology. Catalysts and Equipment: SRT® Ethylene Furnaces. (Retrieved via the Web Archive, capture from Jun 2, 2025)
- 杨德芝, 郑生明, 孙源, 李康诩. Chinese Patent CN1050535A: Ethylene cracking furnace. Assignee: Chemical Plant Gaoqiao Petrochemical Industry Co. Shanghai City, Shanghai Medicines Design Inst State Pharmaceutical Administration, China Petrochemical Corp.
- Document discussing latest Innovations in pyrolysis technology from ABB Lummus. 3.0 Latest Innovations in Pyrolysis Technology. (Undated, unauthored PDF document retrieved from SCRIBD)
- A. Sinatra et al.. Apr 2, 2003. Polimeri Europa Olefin Plant Maximizes Benefits from Advanced Solutions. Presented at the 2003 AIChE Spring National Meeting,
15th Annual Ethylene Producers’ Conference, Session T9a05, New Orleans, Louisiana. ABB Library.
- Steven Vandermeersch. Academic Year 2011-2012. M. Sc. Chem. Eng. Thesis: Steam Cracking of Complex Hydrocarbon Mixtures. Universiteit Gent.
- M.B. Simpson. Nov 27,2017. Naphtha Steam Cracking (NSC) unit optimization. ABB Library.
- R. Samarth. Jul 2019. Refinery Pivot Points in a Refinery – Petrochemical Integrated Complex. Global Refining and Petrochemical Congress (RefPet).
- a. M.H. Zakria. May 19, 2021. Ethylene yield in a large-scale olefin plant utilizing regression analysis. POJ, Vol. 8, No. 2 (2021). DOI 10.22063/poj.2021.2795.1169
b. M.H. Zakria. Jan 1, 2021. Ethylene Yield from Pyrolysis Cracking in Olefin Plant Utilizing Regression Analysis. E3S Web of Conferences, Vol. 287, 03004. DOI 10.1051/e3sconf/202128703004.
- Toyo Engineering. Solutions: Ethylene. (Accessed on Jan 27, 2023)
- W. Al-Blaies et al.. Aug 2025. Ethane cracking in the age of sustainability: Strategies for emissions reduction. Hydrocarbon Engineering.
- Schmidtsche Schack. Solutions: Schmidt'sche Transfer Line Exchanger (TLE).
- Zhengzhou RongSheng Refractory Co. Ltd.. Structure, classification and characteristics of ethylene cracking furnace.
- Brahmaputra Cracker and Polymer Ltd. (BCPL). LUMMUS SFOR 02-7000-02.021 (2007-11-28). Lummus Technology Heat Transfer - Technical Specification for Radiant Coils.
- H.M. Shirazi et al.. May 3, 2024. Coke Formation in Steam Cracking Reactors: Deciphering the Impact of Aromatic Compounds and Temperature on Fouling Dynamics. Universiteit Gent.
- Braskem. November 8, 2021 Press Release: Lummus and Braskem Partner to License two projects for Green Ethylene Technology.





















