Process History and Summary
The Isomar process is designed to maximize the recovery of specific xylene isomers from mixtures of C8 aromatic compounds, most commonly targeting para-xylene production for the polyester industry. The first commercial unit commenced operations in 1967.
The Isomar process is fundamentally an isomerization technology that reestablishes near-equilibrium distributions of xylene isomers, effectively converting meta-xylene and ortho-xylene into the more valuable para-xylene. The technology has evolved through multiple catalyst generations, each generation bringing improvements in selectivity, activity, and operational stability.
The process operates as an integral component of modern aromatics complexes, typically combined with separation technologies such as the UOP Parex adsorption process. This integration allows for the recycling of xylene isomers to extinction, maximizing the overall yield of desired products while minimizing waste streams. The Isomar unit processes raffinate streams from separation units that contain less than 1 weight percent para-xylene, converting the remaining xylene isomers back toward equilibrium concentrations.
Isomar Integration in the Aromatics Complex
In a UOP aromatics complex, the Isomar unit is integrated with the xylene isomer recovery loop (Fig. 1) to maximize production of the target xylene isomer, typically para-xylene:
- the C8 aromatic fraction from upstream units, such as CCR Platforming™ and Tatoray™, is first separated in a xylene column.
- the xylene column overhead, containing mixed xylenes, is sent to the Parex™ unit, where high-purity para-xylene is extracted.
- the raffinate from the Parex unit, now depleted in para-xylene, is routed to the Isomar™ unit.
- in the Isomar™ unit , the remaining ortho- and meta-xylenes (and ethylbenzene) are catalytically isomerized to re-establish a near-equilibrium mixture of xylene isomers.
- the Isomar unit effluent is recycled back to the xylene column, enabling continuous conversion and recovery of C8 aromatics until they are fully utilized as para-xylene, ortho-xylene, or benzene, depending on the catalyst system used.
Figure 1 - UOP Isomar Process Integration in the Aromatics Complex
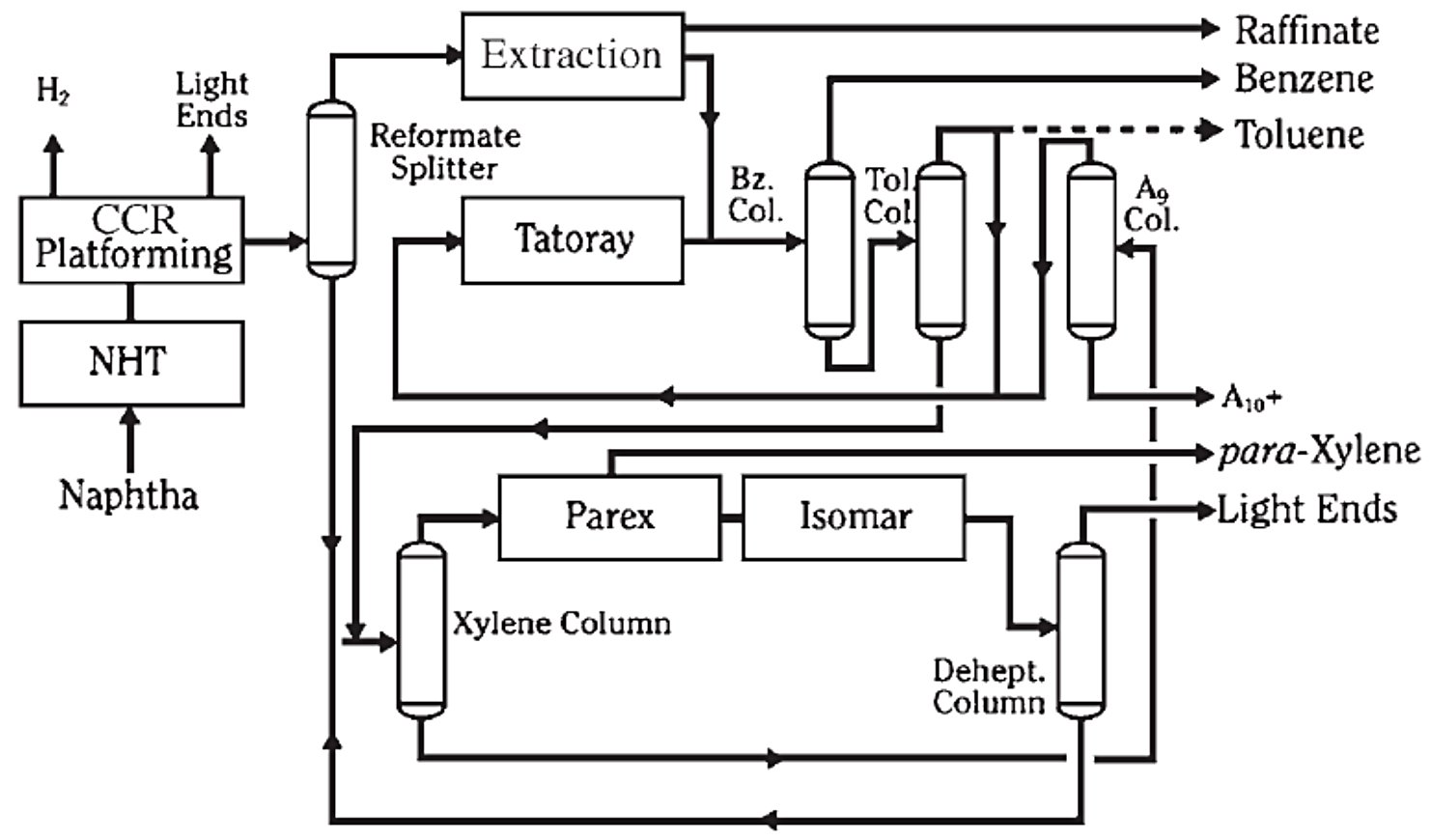
This integrated loop ensures efficient, high-yield operation of the aromatics complex.
Process Chemistry
The Isomar process employs bifunctional catalysts that incorporate both acidic and metallic functionalities to achieve xylene isomerization and ethylbenzene conversion. The catalytic systems fall into two primary categories based on their approach to ethylbenzene handling: ethylbenzene isomerization catalysts and ethylbenzene dealkylation catalysts:
- Ethylbenzene isomerization catalysts convert ethylbenzene to xylenes through a complex naphthene intermediate pathway. The metal function first saturates the ethylbenzene to ethylcyclohexane, followed by acid-catalyzed isomerization to dimethylcyclohexane, and finally metal-catalyzed dehydrogenation to produce xylene isomers. This reaction pathway is equilibrium-limited, typically achieving ethylbenzene conversion rates of 30 to 35 weight percent per pass.
- The ethylbenzene dealkylation catalysts employ a different mechanism where the acid function cleaves the ethyl group from the aromatic ring. This dealkylation reaction is not equilibrium-limited, enabling ethylbenzene conversion rates of 70 weight percent or greater per pass. The process produces benzene as a valuable coproduct with selectivity typically exceeding 90 mole percent.
Figure 2 - Process Chemistry
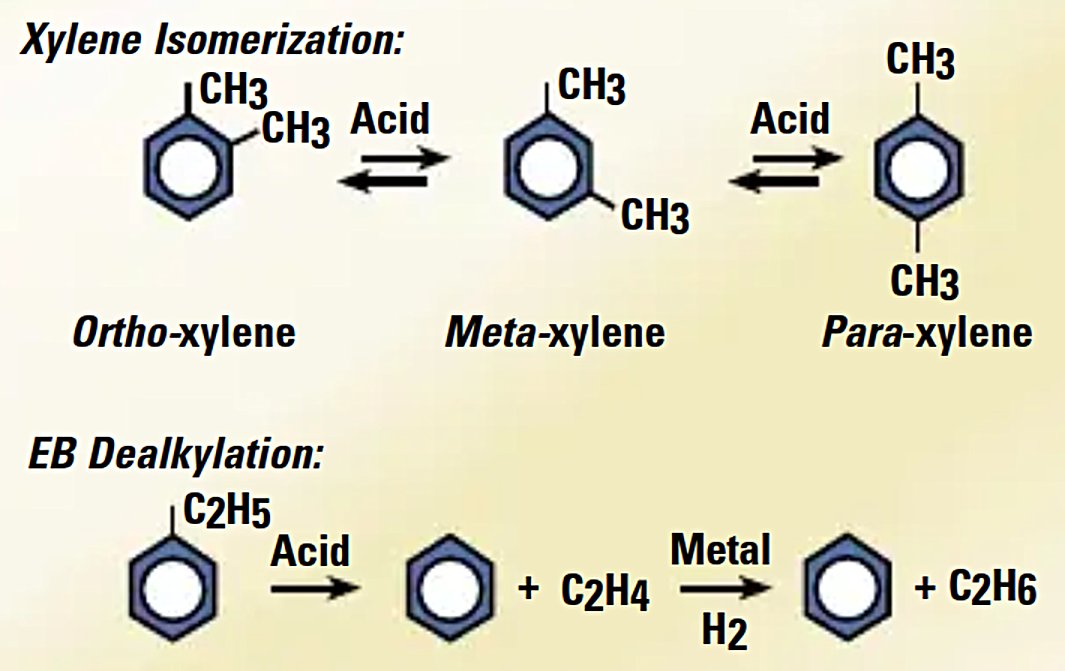
The isomerization catalysts utilize zeolitic aluminosilicates as the primary active component, specifically those with silicon-to-aluminum ratios greater than 10 and pore diameters of 5 to 8 angstroms.
Process Details
The Isomar unit operates within a carefully controlled process environment designed to optimize catalyst performance and product quality:
- Fresh feed, typically consisting of raffinate from a xylene separation unit, is first combined with hydrogen-rich recycle gas and makeup hydrogen to replace the small amount consumed in the reactor.
- Feed stream preparation: The combined feed stream undergoes preheating through heat exchange with reactor effluent, followed by vaporization in a fired heater to reach the required reactor operating temperature.
- Reactor: The reactor system typically employs a radial-flow configuration where vaporized feed enters at the top and is directed to the sidewall. The vapor then travels radially through scallops, passes through the fixed catalyst bed, and enters a center pipe for withdrawal. This design minimizes pressure drop, which is critical since reaction rates are sensitive to pressure variations. For higher-pressure operations utilizing EB dealkylation catalysts, downflow reactor configurations may be more suitable.
- Operating conditions are carefully optimized based on catalyst type and desired product specifications. Traditional vapor-phase Isomar operations typically maintain temperatures between 380°C and 440°C with pressures ranging from moderate levels to ensure proper reaction kinetics. Liquid hourly space velocity (LHSV) generally ranges from 0.5 to 20 hr⁻¹, providing sufficient contact time for effective isomerization while maintaining reasonable throughput.
- Reactor effluent handling: The reactor effluent undergoes cooling through heat exchange with incoming feed before entering a product separator. This separator splits the stream into hydrogen-rich recycle gas, which returns to the reactor, and liquid product that proceeds to fractionation. A small purge stream removes accumulated light ends from the recycle gas loop to maintain hydrogen purity.
- Product fractionation occurs in a deheptanizer column that removes C7-minus components as overhead while recovering the C8-plus aromatics as bottoms. The overhead gas typically goes to the fuel gas system, while overhead liquid may be recycled to upstream processing units for benzene recovery. The C8-plus fraction from the deheptanizer bottom is clay-treated to remove residual olefin contaminants before being combined with fresh feed and recycled to the xylene separation system.
Process Performance, Features and Benefits
- PX yield: Integrated Parex-Isomar systems achieve para-xylene yields up to 91 weight percent based on fresh mixed-xylenes feed, depeidng on catalyst employed.
- Ring retention across all catalyst types typically exceeds 99 percent, ensuring minimal loss of valuable aromatic compounds.
- By-product formation is ranging from 1.0 to 4.0 weight percent per pass depending on catalyst type and operating severity. The latest generation catalysts operate at the lower end of this range with approximately 1.5 weight percent by-product formation.
- Operational advantages:
- The radial-flow reactor configuration minimizes pressure drop, reducing recycle gas compressor power consumption while maintaining optimal reaction conditions.
- Recent generations dealkylation catalysts demonstrate highly stable performance with ongoing cycle lengths expected to reach 4 to 5 years without regeneration.
- Feed flexibility: the technology can handle various feedstock compositions, including reformate fractions and pyrolysis gasoline, with appropriate process scheme modifications. Non-aromatic compounds in the feed are efficiently cracked to light ends and removed from the system, eliminating the need for extensive upstream purification.
Process Economics
- Basis: Isomar unit processing 5,600 metric tons per day of Parex raffinate
- Estimated capital cost: $29.3 million US dollars (inside battery limits), including initial catalyst inventory, based on US Gulf Coast construction in 2002.
- Utility consumption:
|
|
918 |
- High Pressure Steam, MT/hr
|
16.9 |
|
|
236 |
|
|
20.8 |
- Operating cost considerations must account for the choice between ethylbenzene isomerization and dealkylation catalyst systems:
- Dealkylation catalysts provide higher overall yields of benzene plus para-xylene, the para-xylene yield specifically is comparatively lower at 76.5 weight percent.
- With Isomerization catalysts, the para-xylene yield is 91 weight percent.
- Process integration: the ability to eliminate clay treating downstream of reformate upgrading units and the potential for heat integration between process units contribute to reduced overall investment requirements for integrated aromatics complexes
Commercial Experience
The UOP Isomar process has demonstrated substantial commercial growth since its introduction in 1967. Historical data from the early 2000s indicated that 54 Isomar units had been licensed by that time, with 52 units commissioned and operational. According to the latest estimates from Honeywell UOP, 80 Isomar units have been licensed worldwide as of recent reports.
References
Perplexity A.I. research assisted description generation based on publicly retrievable information.
- UOP 421-14, 2003, Petrochemical Process Technology and Equipment - Isomar TM Process, UOP LLC. (retrieved via scribd.com)
- Patrick J. Silady, 2004, HANDBOOK OF PETROLEUM REFINING PROCESSES, Chapter 2.5, UOP ISOMAR PROCESS. (retrieved via pdfcoffee.com).
- Jack, 19th Jun 2018, Xylene Isomerization Process by UOP LLC, Oil & Gas Process Engineering.
- Joseph A. Montalbano et al., Priority Date 17th Dec 2017, United States Patent No. US 10,865,169 B2, LIQUID PHASE ISOMERIZATION PROCESS
INTEGRATION, Assigned to UOP LLC.
- E. Guillon, 2009, How to Improve the Selectivity of Zeolitic Catalysts in C8 Aromatic Cut Isomerization, Oil & Gas Science and Technology – Rev. IFP, Vol. 64 (2009), No. 6, pp. 731-744.