Overview
The Dalian Institute of Chemical Physics (DICP), together with China Petroleum & Chemical Corporation (Sinopec) Luoyang Petrochemical Engineering Company (LPEC) and SYN Energy Technology Co., Ltd. (SYN), have developed a methanol-to-olefins technology—namely DMTO—which opens up an alternative path to synthesize light olefins from methanol, a chemical that can be readily derived from coal.
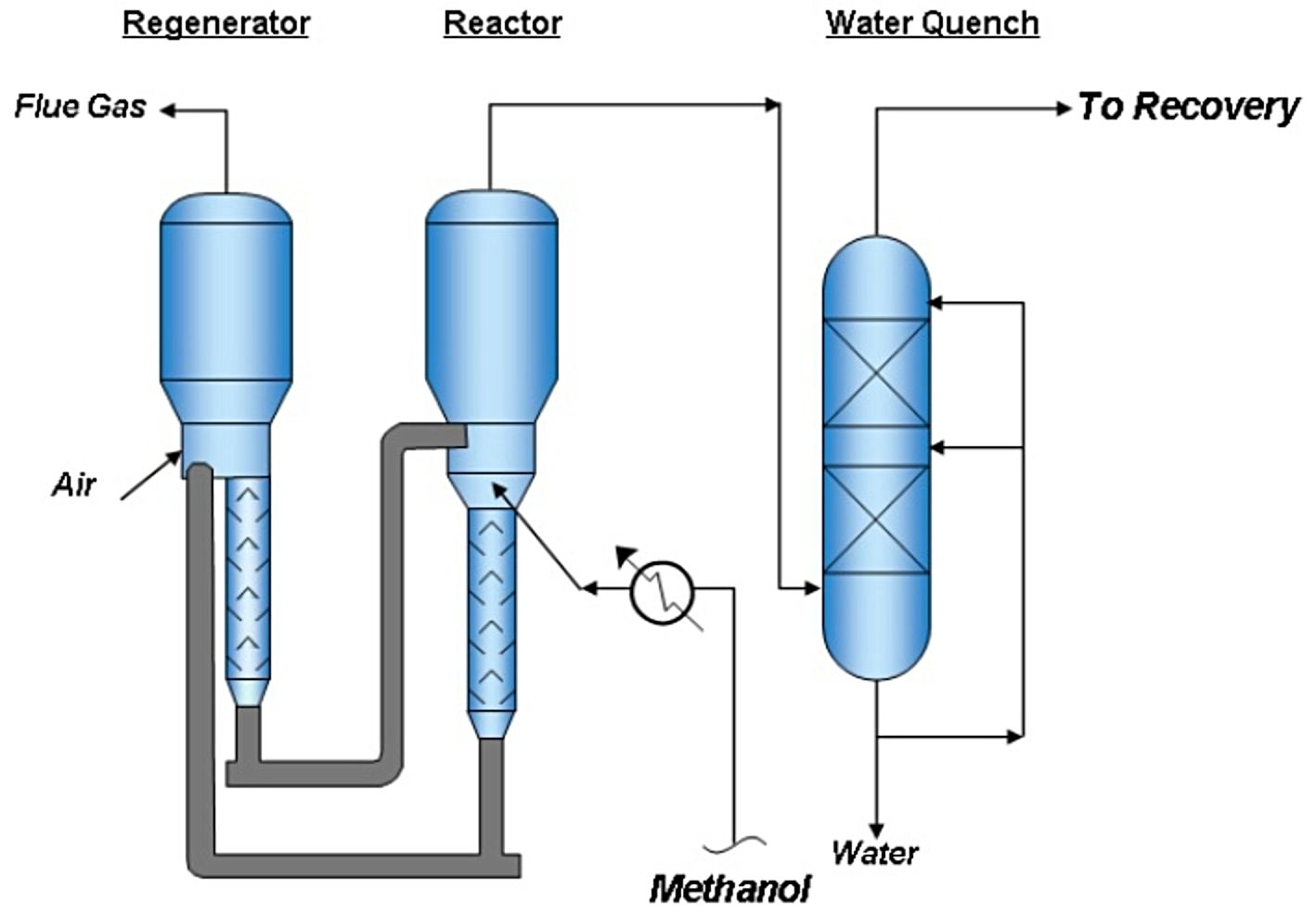
DMTO Technology refers to a process of converting methanol and/or dimethyl ether as raw material to light olefins by a fluidized catalytic conversion system as an alternative to cracking crude-oil-derived feedstock. The reaction takes place in an FCC-type, dense-phase, circulating, fluidized-bed reaction system (Fig. 1) with continuous catalyst regeneration. The reaction is highly exothermic, and the fluidized bed improves removal of excess heat, enabling uniform bed temperature distribution. Tuning the operating conditions of the reactor and the regenerator allows the P/E ratio to be adjusted. The catalyst is a molecular sieve acid catalyst and its high selectivity to light olefins is the result of both the activity of the acid sites and the favorable pore diameter of the molecular sieve framework structure.
Figure 1 - DMTO Reactor Section
Process Description
DMTO Technology is composed of the MTO reaction section and light olefin recovery section.
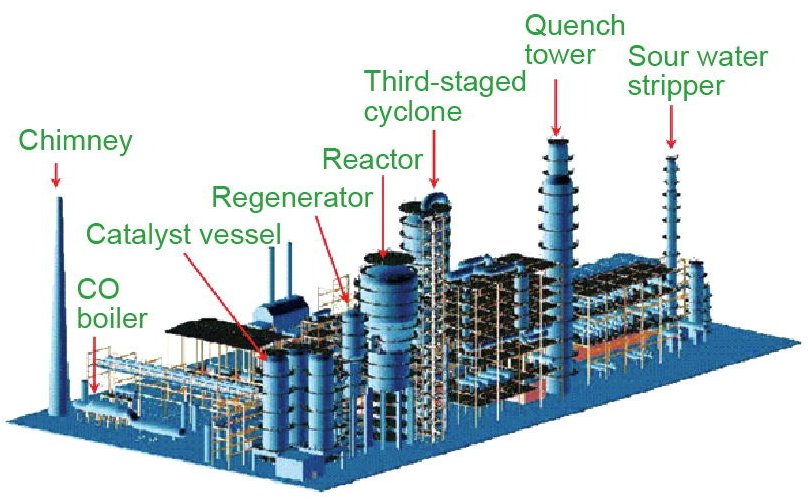
A typical DMTO unit includes six systems (Fig 2):
- The heating exchange system
- The fluidized-bed reactor–regenerator system
- The quench tower system
- The sour water stripping system, main air supply system, and steam system.
Figure 2 - Photograph of a DMTO fluidized-bed reactor unit (left hand side); three-dimensional model of a DMTO unit (right hand side).
The fluidized-bed reactor–regenerator system is the most important of the six systems, since it is where the methanol conversion reaction takes place:
- Methanol and water are preheated and fed to the fluidized-bed reactor and contacted with catalyst in the reaction zone at temperatures between 400 and 550°C.
- Part of the fluidized catalyst from the reaction zone continuously circulates in a closed loop between the reaction system and the catalyst regeneration system, where coke is removed fromthe catalyst.
- The reacted gas is cooled by interchange with the feed gas and by direct-contact with circulating water.
- Water formed during the reaction is condensed.
- Both reaction and catalyst regeneration are strongly exothermic; Heat integration is applied toimprove energy efficiency.
- The effluent is sent to the recovery technology section, in order to separate light olefins to predominantly polymer grade thylene and polymer grade propylene and other by-products.
In order to increase the ethylene and propylene yields, MTO plants can further convert C4+ byproducts to ethylene and propylene via technologies such as DICP's C4+cracking, Total's OCP, Sinopec's OCC, or Lummus' OCT. DMTO-II technology is able to achieve MTO reaction and C4+cracking process at the same time with the same catalysts, which is more efficient and reduces methanol consumption by 10% for every metric tonne of olefins produced.
Historical Background and Technology Generations
DMTO Demonstration
From the early of 1980’s, DICP commenced to research and develop Methanol and DME to Olefins Reaction, and the pilot test in fixed bed and the fluidized bed were sequent completed. Scientists at DICP found that silicoaluminophosphate (SAPO)-34 molecular sieves, which have the chabazite (CHA) structure with cylinder-like cages and small eight-membered-ring openings, manifest very high light olefins selectivity due to the shape selectivity.
Based on the advanced technology, DICP cooperated with SYN and LPEC to establish the first worldwide 16.7 tonnes per annum MTO demonstration plant and finished the test with exciting performance in August 2006.
DMTO II Demonstration
In order to achieve a higher yield of light olefins, the DICP team developed a dual-functional catalyst that can catalyze both the methanol-to-olefins and C4+ hydrocarbons cracking reaction. Based on this catalyst, an updated version of DMTO technology—the DMTO-II technology—was developed. In a DMTO-II unit, the C4+ hydrocarbons, which were considered as byproducts in the DMTO units, can be recycled to an additional fluidized-bed C4+ cracking reactor in order to increase the ethylene and propylene yield. As a single catalyst is used, both the methanol-to-olefins and C4+ cracking reactors can share a single fluidized-bed regenerator. This development is taking advantage of heat integration of exothermic feature of MTO main reaction and coke combustion (in the regeneration reactor) with endothermic feature of C4+ cracking reaction in the same unit.
The successful development of the DMTO-II process based up on a deep understanding of meso-scale reaction-diffusion behaviors during the methanol conversion, including mass-transport mechanism and coke distribution theory, and the establishment of coke control approach of catalysts. DMTO-II enables the yield of ethylene and propylene to be dramatically increased and the P/E ratio to be adjusted more widely, as well as the energy consumption and the cost to be decreased. DMTO-II decreases the methanol consumption to 2.6~2.7 tonne per tonne of olefins.
In May 2010, the demonstration of DMTO-II technology was successfully completed.
DMTO-III Development
After the success of DMTO-II technology, the DICP team further developed the third-generation DMTO (DMTO-III) technology, in which the methanol-to-olefins reaction is significantly enhanced so that methanol can be effectively converted to ethylene and propylene with a selectivity of 85%–90% without recycling C4+ hydrocarbons for further cracking. This was achieved based on the optimization of the distribution of coke deposited on the catalyst via an improved reactor design and the use of a new DMTO catalyst.
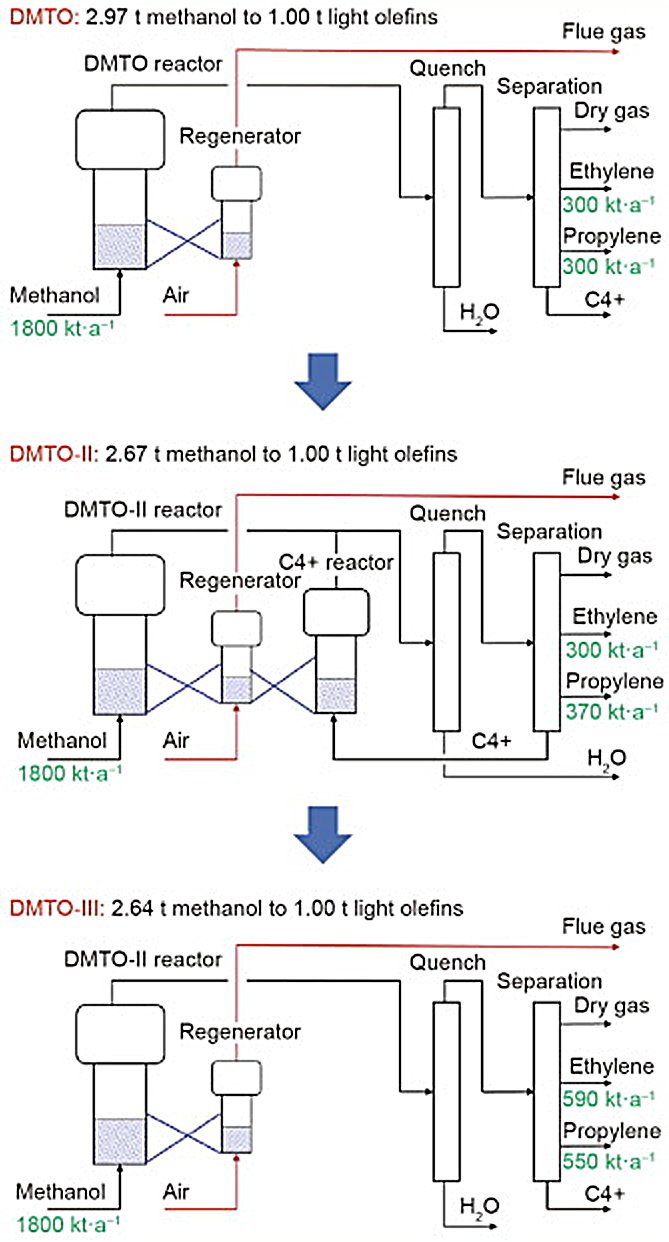
In a DMTO-III unit, even though the methanol consumption for producing 1 tonne of ethylene and propylene is reduced to ~2.64 tonne without the recycling of C4+ byproducts, the feed rate of methanol for a DMTO-III fluidized-bed reactor can be enlarged to 3000 kt·a−1. This means that a single DMTO-III unit can produce around 1150 kt·a−1 of light olefins without increasing the capital expenditure (CAPEX). In 2019, the DICP team finished the experiments on a 1000 t·a−1 DMTO-III pilot plant.
Figure 3 - DMTO, DMTO-II, DMTO-III simplified Process Flow Diagrams
Technology Selectivity and Yields
Product yields and selectivity in the DMTO process can be characterized through three key operational variables: reaction temperature, weight hourly space velocity (WHSV), and the molar ratio of H₂O to CH₃OH in the feedstock. Under operating conditions of 495°C reaction temperature, 5 gMeOH/(gcat·h), and a steam dilution ratio of 0.36, approximately 100% methanol conversion is achieved with ethylene and propylene selectivities of 39% and 38%, respectively.
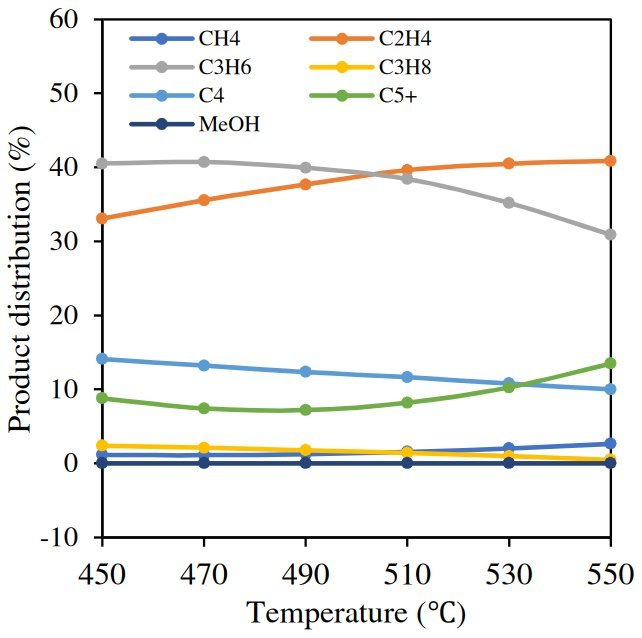
- Reaction temperature exerts the most dramatic influence on product distribution. Higher temperatures strongly promote ethylene formation while generally suppressing propylene yields. Within the investigated temperature range (450-550°C), C₄ by-product distribution decreases progressively, while C₅ by-products initially decline but then increase rapidly at elevated temperatures.
- The WHSV parameter affects methanol conversion rates, which decrease gradually with increasing WHSV but drop sharply when values exceed 50. Although individual product distributions decline at different rates with increased WHSV, the relative proportions of ethylene and propane in the hydrocarbon product remain relatively constant, while C₄ compounds show the largest relative decline.
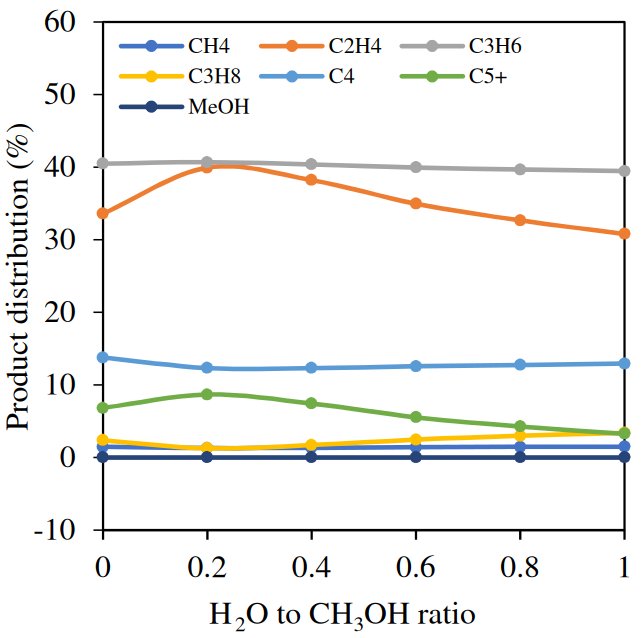
- The steam dilution ratio (H₂O/CH₃OH) reduces methanol partial pressure, favoring light olefin formation. This parameter has a complex effect: it initially promotes ethylene and C₅ formation before inhibiting them beyond optimal values, while exhibiting opposite behavior for C₄ products. By-products such as propane and methane are initially suppressed but then promoted at higher ratios.
Figure 4 - Effect of key parameters on the product distribution
DMTO, DMTO-II and DMTO-III Industrial Utilization
Licensing of the DMTO process started in 2008. The DMTO and DMTO-II Technologies are licensed worldwide by SYN (Syn Energy Technology Co., Ltd.) and LPEC (Sinopec Luoyang Engineering Co., Ltd).
The first commercial application for DMTO technology is the plant licensed to Shenhua Baotou Coal Chemicals Co., Ltd., which started on 8th Aug 2010 in Baotou, China, and which has been in steady commercial operation since then. The plant is designed to produce 600 tonnes of ethylene and propylene from 1.8 million tons of methanol per year. It was found that ~2.97 tonnes of methanol is consumed to produce 1 tonne of light olefins (ethylene and propylene), based on a continuous 72 h performance test.
At the end of 2014, the first commercial DMTO-II unit with a methanol feed rate of 1800 kt·a−1 was started up in the Pucheng Energy Chemical Company, in which the production of ethylene and propylene was boosted to 670 kt·a−1.
By 2020, DICP-DMTO is in the leading position in terms of contract plants as well as operating commercial plants with 16 DICP-DMTO plants (here DICP-DMTO includes DMTO and DMTO-II) with total olefin capacity of 8.36 million tonnes per annum. In addition by 2020, 26 license contracts have been signed for a total planned and operating olefin capacity of 15.25 million tonnes of olefins annually.
By Jan 2021, the DMTO-III technology has been licensed to build five commercial units.
DMTP Technology Development
The rapid increase in the demand for propylene has resulted in technology for the on-purpose production of propylene. The DICP team developed a multi-function catalyst that can convert methanol into light olefins (including both ethylene and propylene), transform the ethylene into propylene, and crack C4+ hydrocarbons into propylene. In this way, the DICP team developed a methanol-to-propylene (DMTP) technology in which a staged fluidized-bed reactor was designed to maximize the performance of the catalyst based on the experience obtained from the DMTO reactor scale-up, as different operation conditions are required for methanol conversion and ethylene conversion. In addition, a separated fluidized-bed C4+ cracking reactor was implemented to convert the C4+ byproducts into propylene. The pilot experiments (with a scale of 300 t·a−1 methanol feed) were completed by the end of 2015, and the results showed that an overall propylene selectivity of 75%–80% could be achieved. This technology is now available for licensing in the market.
References
- Mao Ye, Peng Tian, Zhongmin Liu (2021). DMTO: A Sustainable Methanol-to-Olefins Technology, Engineering, 7, 1, 17-21. ISSN 2095-8099.
- Liu, S., Yang, L., Chen, B., Yang, S., & Qian, Y. (2021). Comprehensive energy analysis and integration of coal-based MTO process. Energy, 214, 119060. DOI: 10.1016/j.energy.2020.119060. ISSN 0360-5442
- Jianghan Shen, Xing Wei, (Dec 3, 2020). The Technology of DMTO & DMTO-II. National Engineering Research Center of Lower-Carbon Catalysis Technology, Division of Low-Carbon Catalysis and Engineering.
- Zhongmin Liu, Mao Ye (Sep 3, 2021). The Third Generation Methanol to Olefins (DMTO-III) Technology. National Engineering Research Center of Lower-Carbon Catalysis Technology, Division of Low-Carbon Catalysis and Engineering.