

Technology

Technology Models
Insights
Solutions
- Name
- Elessent STRATCO Alkylation
- Owner
-
/ Elessent Clean Technologies - Brand
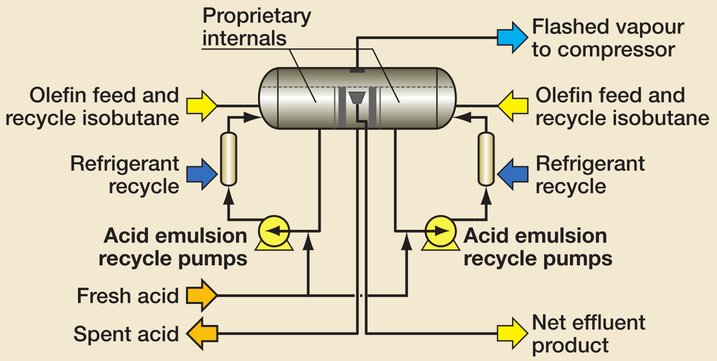
- STRATCO® Alkylation Technology
- Process
- Fuel Processes
- Type
- Alkylation into High-Octane Alkylates
- Available
-

- #TE156
Description
Your insights will be shown here

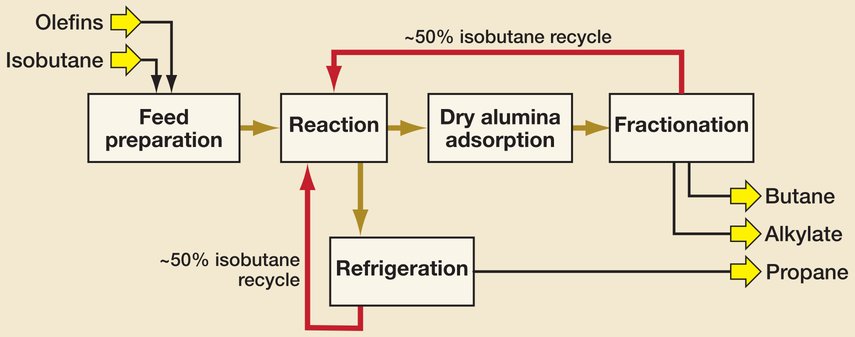
Converted Alkylation Unit Process Flow Diagram https://elessentct.com/wp-content/uploads/2023/03/201-Convex-DuPont-PTQ-Article-2018.pdf
Converted Alkylation Unit Process Flow Diagram https://elessentct.com/wp-content/uploads/2023/03/201-Convex-DuPont-PTQ-Article-2018.pdf

| Technology Unit |
|---|
| B/D Drum |
| Coalescer |
| Compressor |
| Depropanizer |
| Drum |
| Feed Dryer |
| Heat Exchanger |
| Isostripper |
| K/O Drum |
| Pump |
| Reactor |
| Scrubber |
| Settler |
| Entity | Site (Country) | Asset (Plant) | |||
|---|---|---|---|---|---|

|

|
|
Alkylation Plant | ||
|
|
|
|
Alkylation Unit | ||
|
|
|
|
Alkylation Plant | ||
|
|
|
|
Alkylation Plant | ||
|
|
|
|
Alkylation Plant |
Content provided by
| Transaction | Name | Date |
|---|---|---|
| Modified by |
|
6/21/2025 4:01 PM |
| Added by |
|
11/28/2022 4:25 PM |












